Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Поперечно-строгальный станок модели 7М36
|
|
Станок предназначен для строгания плоскостей, прорезали прямолинейных пазов, канавок и выемок длиной до 700 мм и шириной до 450 мм.
Главным движением на станке является горизонтальное возвратно- поступательное перемещение ползуна с режущим инструментом. Регулирование скорости движения ползуна производится комбинированно: ступенчато (при помощи золотника переключения на 4 различные скорости), а в пределах каждой ступени достигается бесступенчатое регулирование при помощи дросселя.
Ступенчатое регулирование скорости ползуна (рис. 1) осуществляется установкой золотника переключения. На I ступени в гидросистему подается масло от малого насоса с Q=50 л/мин. Масло через 2 левые проточки 44 и 43 золотника За поступает в гидропанель Г3116, а через реверсивный золотник Зр в рабочую полость силового цилиндра 33. Этим обеспечивается скорость движения ползуна в рабочем ходе в пределах Vp=3-~8 м/мин, холостом ходе Vх==16 м/мин.
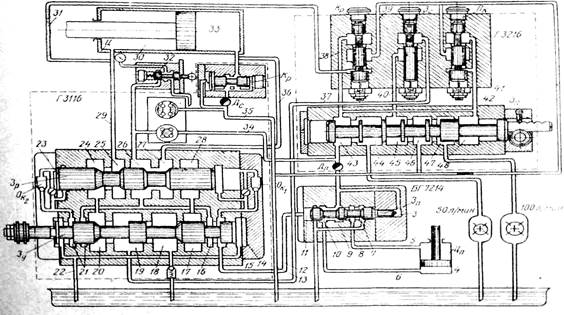 |
Рисунок 1 Гидросхема станка 7М36
На II ступени золотника переключения Зп в систему подается масло от одного большого насоса Q—100 л/мин. Масло от насоса через 2 правые проточки 47 и 48 золотника, верхний канал 42 и левую крайнюю проточку 43 направляется в гидропанель Г3116 и далее в рабочую полость силового цилиндра; скорость рабочего хода при этом может колебаться в пределах Vр=8ч-16 м/мин, а скорость обратного ух=32 м/мин.
На III ступени в гидропанель поступает масло одновременно от обоих насосов в количестве 150 л/мин и скорость рабочего хода ползуна колеблется в пределах Vp=16--24 м/мин, а обратного Vх==48 м/мин.
При IV ступени в силовой цилиндр поступает масло от обоих насосов, и, кроме того, отработанное масло из левой полости силового цилиндра 30 также вливается в поток, идущий в рабочую полость силового цилиндра. Дополнительный поток масла, вытесняемый из левой, полости силового цилиндра, проходит через две левых проточки реверсивного золотника 25 и 24, две левых проточки золотника управления 20 и 19, канал 37, столовый золотник Зс и три левые проточки золотника переключения 45, 44 и 43, вливаясь в поток масла, нагнетаемого насосами. Такое количество масла обеспечивает движение ползуна при рабочем ходе со скоростью в пределах Vp=24-48 м/мин, при холостом (обратном) Vх= =48 м/мин.
Бесступенчатое регулирование скорости ползуна. Чтобы обеспечить требуемую промежуточную скорость ползуна в пределах одной из ступеней, необходимо часть рабочей жидкости, идущей в силовой цилиндр, направить в сливной бак. Это достигается открытием проходного отверстия в дросселе Дс, соединенным с каналом поступающей жидкости в силовой цилиндр, чтобы поддерживать постоянный перепад давления на дросселе, перед последним установлен редукционный клапан Кр.
Число двойных ходов в минуту ползуна определяется по формуле

|
где I — длина обрабатываемой поверхности;
П — перебег резца в обе стороны за плоскость обработки изделия;
коэффициент увеличения скорости.
|
|