Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Устаткування для розстойки тістових заготовок
|
|
Розстойка тістових заготовок потрібна для відновлення структури тіста після обробки на тістоформуючих машинах. Для пшеничного тіста з сортового борошна використовують дві розстойки: попередню (після заокруглення) і кін-цеву (після закатувальної або іншої округлювальної машини); а для житнього і житньо–пшеничного – тільки кінцеву.
Температура розстойки для житнього тіста 30..35 ˚ С, а для пшеничного 35…40 ˚ С за однією і тою самою відносною вологістю повітря 80...85 %, яка необхідна, щоб усунути підсихання поверхні.
Попередня розстойка здійснюється протягом 5...10 хв. (у США – до 25 хв., у Нідерландах – дві попередні розстойки по 30...35 хв. при приготуванні хліба прискореним методом), а кінцева – протягом 30..40 хв.
Після розстойки структура тістових заготовок стає поруватою, об’єм їх збільшується в 1, 4...1, 5 раза, а об’ємна щільність зменшується на 30...40 %. Са-ма заготовка дістає рівну, гладеньку, еластичну поверхню.
Для попередньої розстойки використовуються шафи зі стрічковими або люльково–ланцюговими конвейєрами, а для кінцевої – тільки з люльково–лан-цюговими (рис. 48). Щоб здобути задані параметри повітря, шафи мають щіль-но закритий корпус з теплоізоляцією, контрольно–вимірювальні прилади для контролю вологості і температури повітря (психрометри, термометри) та кон-диціонери.
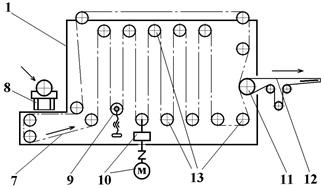
Для попередньої розстойки доцільно використовувати шафи з багато-стрічковими конвейєрами (рис. 48, а). У корпусі 1 такої шафи містяться два або більше (залежно від її продуктивності) стрічкових транспортера 2. На верхній з цих транспортерів по лотку 4 ковшовим конвейєром 3 подаються тістові заго-товки. З верхнього транспортера заготовки падають униз і під дією напрямного щитка 5 потрапляють на нижній транспортер, повертаючись на π –радіан так, що верхня частина заготовок починає контактувати з його стрічкою, внаслідок чого зменшується підсихання їх поверхні. Після розстойки тістові заготовки ви-водяться із шафи по вивідному лотку 6. Шафи для попередньої розстойки тісто-вих заготовок з люльково–ланцюговими конвейєрами здебільшого відрізняють-ся від шаф для кінцевої розстойки тільки розмірами, тому розглядатимемо тіль-ки конструкції шаф для кінцевої розстойки. Шафи бувають з вертикальними (рис. 48, б), Г–подібними (рис. 48, в), П–подібними (рис. 48, г) і Т–подібними (рис. 48, д) конвейєрами.
Шафи мають закритий корпус 1, в якому розміщено люльково–ланцюго-вий конвейєр 7, до складу якого входять натяжні 9, приводні, зв’язані з привод-ним механізмом 10, напрямні 13 блоки зірочок, які переміщують два паралельні



 а) в)
а) в)
б) г)
 Рис48. Схеми шаф для розстойки тістових загото-вок: а- з стрічковими конвейєрами; б- з вертикальни-ми люльково-ланцюговими конвейєрами (наприк-лад марки РШВ); в- з горизонтальними люльково-ланцюговими конвейєрами Г-подібної форми (ЛА-23М); г- з горизонтальними люльково-ланцюговими конвейєрами П-подібної форми (Т1-ХРЗ);); д- з го-ризонтальними люльково-ланцюговими конвейєра-ми Т-подібної форми (системи Комарова); 1-кор-пус; 2-стрічкові конвейєри; 3-ковшовий ланцюго-вий елеватор; 4-лоток-розподілювач; 5-напрямний лоток; 6-лоток вивідний; 7-люльково-ланцюговий конвейєр; 8-укладник заготовок; 9-натяжні барабани; 10-приводний механізм; 11-перевантажувальний барабан стрічкового транс-портера; 12-стрічковий транспортер тістових заготовок на под печі; 13-напрямні блоки зіро-чок люльково-ланцюгового конвейєра; 14-подаючий транспортер тістових заготовок; 15-под печі з сітчастим конвейєром
Рис48. Схеми шаф для розстойки тістових загото-вок: а- з стрічковими конвейєрами; б- з вертикальни-ми люльково-ланцюговими конвейєрами (наприк-лад марки РШВ); в- з горизонтальними люльково-ланцюговими конвейєрами Г-подібної форми (ЛА-23М); г- з горизонтальними люльково-ланцюговими конвейєрами П-подібної форми (Т1-ХРЗ);); д- з го-ризонтальними люльково-ланцюговими конвейєра-ми Т-подібної форми (системи Комарова); 1-кор-пус; 2-стрічкові конвейєри; 3-ковшовий ланцюго-вий елеватор; 4-лоток-розподілювач; 5-напрямний лоток; 6-лоток вивідний; 7-люльково-ланцюговий конвейєр; 8-укладник заготовок; 9-натяжні барабани; 10-приводний механізм; 11-перевантажувальний барабан стрічкового транс-портера; 12-стрічковий транспортер тістових заготовок на под печі; 13-напрямні блоки зіро-чок люльково-ланцюгового конвейєра; 14-подаючий транспортер тістових заготовок; 15-под печі з сітчастим конвейєром
ланцюги з шарнірно підвішеними на них люльками. Для подачі заготовок на люльки шаф використовуються укладальні механізми 8. Стрілками на схемах показані місця завантаження заготовок у шафи і місця їх вивантаження. Заго-товки з розстійних шаф вивантажуються за допомогою перевантажувальних (посадочних) механізмів, які в деяких випадках складаються з перевантажу-вального барабана 11 і стрічкового транспортера 12, а в інших – з механізмів перевертання люльок на кут, при якому заготовки падають на под печі 15. На жаль, на великій кількості підприємств укладання на люльки шафи і посадка на под печі виконуються вручну.
Для розстойки заготовок формового хліба при випіканні його в тупикових печах (наприклад, ФТЛ-2, ХПА-40) використовують розстойно–пічні агрегати, в яких розстійні шафи і печі мають єдині люльково–ланцюгові конвеєри з зак-ріпленими на люльках формами. Для випікання хліба в тунельних печах вико-ристовують механізми укладки хліба у форми, форм на люльки шафи, розван-таження шаф і посадки форм на под печі, що поряд з механізмами зйому з поду і розвантаження форм ускладнює конструкцію розстойного устаткування лінії.
Шафи для кінцевої розстойки оснащують контрольно–вимірювальними приладами (гігрометрами, терморегуляторами і термометрами) для автоматич-ного контролю і регулювання відносної вологості і температури повітря, а та-кож технологічними кондиціонерами.
Для розстойки тістових заготовок в пекарнях з етажерочними печами ви-користовують камерні розстійні шафи до яких подають етажерки з тістовими заготовками.
|
|