Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Оборудование цеха
|
|
В ремонтно-механическом цеху установлены следующие станки:
· Продольно-фрезерный станок
Станок предназначен для фрезерования плоских поверхностей на изделиях из черных и цветных металлов различными фрезами в условиях единичного и серийного производства. Стол станка, где закрепляется заготовка, имеет продольную подачу, а фрезерные головки – поперечную или вертикальную (боковые головки). Различают продольно-фрезерные станки (ПФС) одно- и двухстоечные, с одним или несколькими фрезеровальными шпинделями. Такие станки фрезеруют вертикальные, горизонтальные и наклонные плоскости, а также пазы, используя цилиндрические, торцевые, концевые, дисковые, угловые и фасонные фрезы. Работа продольно фрезерного станка регулируется до оптимальных кондиций величиной подачи и бесступенчатым регулированием частоты вращения шпинделя (шпинделей). Продольно-фрезерный станок представлен на рис. 2.

Рис. 2. Продольно-фрезерный станок
· Долбежный станок
Долбежный станок - металлорежущий станок строгального типа с вертикальным возвратно-поступательным движением резца и прямолинейным (или вращательным) периодическим движением подачи, совершаемым заготовкой. Применяется для обработки труднодоступных поверхностей заготовок, пазов и канавок любой формы.
Долбежный станок предназначен для обработки плоских и фасонных поверхностей деталей, методом долбления.
Главное движение — прямолинейное — осуществляется возвратно-поступательным перемещением в вертикальной плоскости ползуна с суппортом и закреплённым в нём долбёжным резцом, или долбяком.
Привод ползуна в долбежном станке механический или гидравлический. Движение подачи — прямолинейное или круговое — выполняется периодическими перемещениями стола, на котором закрепляют обрабатываемые изделия.
Конструкция оборудования позволяет производить долбление " в упор" с перебегом резца не более 5 мм, а также обрабатывать наклонные поверхности под углом, благодаря наличию устройства поворота направляющих салазок долбяка.
Благодаря своим возможностям, станок активно применяется при изготовлении самой разнообразной продукции в единичном и мелкосерийном производствах. Таких как: детали машин, кораблей, вагонов, производство дверей и т.д. Долбежный станок представлен на рис. 3.

Рис. 3. Долбежный станок
· Горизонтально-протяжной станок
Горизонтально-протяжной станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
При рабочем ходе влево салазки вспомогательного патрона сопровождают протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается подпружиненным кулачком. После этого происходит рабочий ход, осуществляемый силовым цилиндром. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Главное движение у протяжных станков - движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать 290-390 кН у средних станков и 1170 кН у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350-2300мм. Обычно протяжные станки работают по полуавтоматическому циклу. Горизонтально-протяжной станок представлен на рис. 4.

Рис. 4. Горизонтально-протяжной станок
· Продольно-строгальный станок
Продольно-строгальные станки, в основном применяемые в условиях единичного и мелкосерийного производства, а также в ремонтных цехах, предназначены для обработки плоских поверхностей на заготовках, которые либо невозможно, либо неудобно обрабатывать на фрезерных станках.
Подлежащую обработке заготовку закрепляют на столе станка, совершающего возвратно-поступательное движение. Стружка снимается неподвижным резцом (или резцами) только при рабочем ходе стола — ход вперед. Подача резца происходит на каждый двойной ход стола.
На продольно-строгальных станках можно обрабатывать крупногабаритные детали, наибольшая длина строгания составляет 2—12, 5 м, наибольшая ширина — 0, 6— 5 мм; высота подъема поперечины (траверсы) — 0, 7—4, 5 м.
Главное движение - прямолинейное возвратно-поступательное движение стола совместно с обрабатываемой заготовкой. Движения подач - прерывистые поступательные перемещения вертикальных суппортов в поперечном, вертикальном и наклонном направлениях и бокового суппорта в вертикальном и горизонтальном направлениях.
Вспомогательные движения - механизированные быстрые и ручные перемещения суппортов в указанных направлениях, подъем и опускание траверсы и т. п.
Продольно-строгальный станок представлен на рис. 5.

Рис. 5. Продольно-строгальный станок
· Ленточнопильный станок
Ленточнопильные станки по металлу служат для высокопроизводительной резки металлов, которые используются в современном машиностроении: цветных, никелевых, титановых и других сплавов, а также высоколегированных и конструкционных сталей.
· Радиально-сверлильные станки
Радиально-сверлильные станки применяют для обработки нескольких отверстий, расположенных на значительном расстоянии друг от друга в крупных по весу и габаритам деталях. Эти станки в отличие от обычных сверлильных обеспечивают возможность, не меняя положения обрабатываемой детали, перемещать лишь сверлильный шпиндель и сверлить отверстия в любой точке поверхности детали.
· Фрезерные станки (в т.ч. фрезерно-расточной станок)
Фрезерные станки - группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания.
Фрезерно-расточной станок предназначен для комплексной обработки корпусных деталей из черных и цветных металлов и некоторых видов пластмасс методом фрезерования, сверления и растачивания. Компоновка станка - продольно-подвижный стол и неподвижный портал -обеспечивает высокую жесткость станка, что позволяет вести как черновую, так и чистовую обработку деталей, а также сохранение точности станка в период длительной эксплуатации. Станки оснащены вертикальной фрезерно-расточной ползунковой бабкой и накладной универсальной торцовой поворотной (через 90°) головкой, что позволяет обработать деталь с 5-ти сторон за одну установку. Установка крепления торцовой головки механизирована. Станок оснащен устройством цифровой индикации и автоматического переезда рабочих органов по преднабору.
· Токарные станки (в т.ч. токарно-карусельные станки)
Токарно-карусельный станок имеет высокую жёсткость конструкции и предназначен для обработки с высокой степенью точности заготовок с большой массой и с большим диаметром, но имеющих сравнительно небольшую высоту. Горизонтальное расположение плоского круглого вращающегося стола (планшайбы) значительно облегчает установку на него, выверку и закрепление тяжёлых заготовок (до нескольких десятков тонн).
Эти станки позволяют выполнять разные технологические операции:
— обтачивание резцами (наружных) и растачивание (внутренних) цилиндрических, конических и фасонных поверхностей, подрезку торцовых поверхностей, протачивание кольцевых канавок, а также отрезку;
— с помощью разных осевых инструментов с приводами, закреплённых в револьверной головке, можно выполнять сверление центральных отверстий, зенкерование и развёртывание, а при наличии специальных приспособлений, можно также нарезать резьбу, производить долбление, фрезерование и шлифование;
— используя одновременно движения нескольких инструментов, установленных на разных суппортах, можно вести много инструментальную обработку, что позволяет значительно повысить производительность.
· Расточные станки
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент — борштанга с резцами, сверло, зенкер, развертка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а также характера операции.
· Карусельно-копировальный станок
· Зуборезные, зубофрезерные, зубодолбежные и зубострогальные станки
Зубофрезерный универсальный станок (рис. 6) предназначен для нарезания зубьев цилиндрических и червячных колес в условиях мелкосерийного и серийного производства.

Рис.6. Зубофрезерный станок
Зубодолбежные станки.
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса — долбяком. На этих станках нарезают прямозубые колеса наружного и внутреннего зацепления, а при наличии копира и косозубого долбяка — косозубые колеса. Кроме того, на станках можно нарезать блоки из нескольких колес. Достоинством станков является непрерывность работы без потери времени на подход к заготовке и выход из нее.
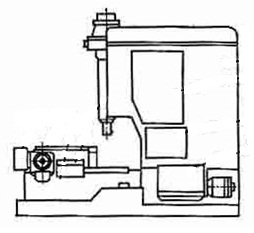
Рис. 7.Зубодолбежный станок
Зубострогальный станок представлен на рис. 8.

Рис. 8.Зубострогальный станок
За один цикл работы станка нарезается один зуб. Последовательность движений в каждом цикле будет следующей: а) рабочий ход - люлька 3 поворачивается по стрелке на угол θ, заготовка и резцы получают движение; обрабатывается один зуб; б) холостой ход -люлька вращается в обратном направлении и возвращается в исходное положение; заготовка отводится от резцов, чтобы при обратном ходе они ее не задевали; в) делительный- процесс - в конце холостого хода при помощи делительного диска 5 и суммирующего механизма 6, заготовка поворачивается на zi зубьев.
После окончания обкатки зуба резцы отводятся назад, а люлька начинает быстро поворачиваться в обратную сторону. При этом изделие продолжает вращаться в ту же сторону, что и при рабочем ходе. По окончании обратного поворота люльки цикл повторяется. Поскольку за время обратного хода люльки изделие продолжает вращаться вперед, то к моменту начала следующего цикла будет пропущено определенное число зубьев zi не имеющее общего множителя с числом зубьев нарезаемого колеса Поэтому при повторении цикла столько раз, сколько зубьев в нарезаемом колесе, произойдет нарезание всех зубьев.
· Обкатной станок
На данном станке используется инструмент с одним зубом(резец) для изготовления червячной шестерни в единичном производстве. Оправка станка повторяет контур червяка, установленного на станке.
· Червячно-фрезерный станок
· Рейко-фрезерный станок
· Станки финишной группы (в т.ч. плоско- и круглошлифовальные станки, внутришлифовальные станки и станок для шлифования червяков)
Плоскошлифовальный станок — металлорежущий станок для обработки поверхностей металлических деталей абразивом (периферией или торцом шлифовального круга).
Плоскошлифовальные станки позволяют с микронной точностью обрабатывать плоские поверхности различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей. Некоторые модели станков позволяют обрабатывать также и детали конической формы.
Чистота поверхности, достигаемая при обработке на станке, достигает 8-10 класса (соответствует шероховатости поверхности по ГОСТ 2789-73 Ra = 0, 63.. 0, 16 мкм).Крепление заготовок на рабочем столе станка, как правило, выполняется электромагнитами.
Универсальный круглошлифовальный станок показан на рис. 9. Он устроен следующим образом. На станине 1 помещен стол 2, который может перемещаться по направляющим станины. На верхней поворотной части стола установлены передняя и задняя бабки 3 и 4. Шлифовальный круг установлен на шпинделе бабки 5. Обрабатываемая заготовка помещается вцентра станка или в патрон, установленный на шпинделе передней бабки 3. Для шлифования пологих конусов верхняя часть стола 2 может быть повернута на угол по отношению к направлению движения стола. Возвратно-поступательное движение стола (продольная подача) осуществляется гидроприводом.

Рис.9. Универсальный круглошлифовальный станок
Внутришлифовальные станки широко применяются в металло-обрабатывающей промышленности и изготовляются различных типоразмеров с автоматическим циклом работы.

Рис. 10. Конструктивная схема внутришлифовального станка:
1 — станина, 2 — передняя бабка, 3 — самоцентрирующее приспособление, 4 — деталь, 5 — шлифовальный шпиндель, 6, 10 — маховики, 7 — стол, 8 — кулачки, 9 — рычаг
Схема внутришлифовального станка приведена на рис 10. В отличие от круглошлифовального передняя бабка 2 установлена на станине неподвижно, а подвижный стол несет шлифовальную бабку, которая совершает возвратно-поступательное движение для выполнения процесса шлифования и радиального перемещения для подачи шлифовальной бабки на глубину шлифования. Внутри полой коробчатой станины 1 размещены агрегаты гидропривода. По направляющим перемещается стол. Шпиндель передней бабки, приводимый от электродвигателя с четырьмя или шестью скоростями вращения, имеет зажимное самоцентрирующееся приспособление 3, в котором закрепляется деталь 4. Шлифовальный шпиндель 5, установленный на столе 7, приводится в движение от отдельного электродвигателя и имеет только одну скорость. Поперечное перемещение шлифовальной бабки задается вручную маховиком 6 либо автоматически от специального рычажного привода. Шлифовальные шпиндели внутришлифовальных станков устанавливаются в зависимости от диаметра шлифовального круга.
Стол 7 перемещается от гидропривода, длина хода стола регулируется передвижными кулачками 8, размещенными в боковом пазу стола. Изменение направления движения стола производится рычагом 9, который при перемещении переключает дроссель гидросистемы. На станке также предусмотрено ручное перемещение стола посредством маховика 10, сблокированного с гидроцилиндром. Длина хода стола внутришлифовального станка устанавливается в зависимости от длины шлифуемой детали.
Помимо станков, в цехе установлены пресса для разборки деталей, гильотинные ножницы для резки листов толщиной до 12 мм, газорезательный аппарат для круглых поверхностей и листов, толщина которых превышает 12 мм.
В цехе имеются термическая печь, с помощью которой производится закалка, отпуск, нормализация и улучшение и закалочный станок, который прокаливает наружный диаметр деталей. Закалочный станок работает с подачей СОЖ (в качестве СОЖ выступает вода). На станке установлена система для генерирования ТВЧ, а сам станок представляет собой шлифовальный. Стали с закалкой в масло не калятся на станке, т.к. в качестве СОЖ используется вода, что приводит к возгоранию.
Наплавочный участок оснащен печью, в которой детали нагревают до 2000 для улучшения контакта проволоки и детали. Процесс происходит под слоем флюса и с использованием проволоки.
Проверка качества осуществляется на разметочной плите.
|
|