Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Краткие теоретические сведения. В начале работы преподаватель проводит обычный или программированный контроль самостоятельной подготовки студентов по закреплению лекционного материала
|
|
В начале работы преподаватель проводит обычный или программированный контроль самостоятельной подготовки студентов по закреплению лекционного материала. Для этого на основе имеющихся в лаборатории плакатов, макетов рабочих инструментов и оборудования студент должен ответить на поставленные выше вопросы. Затем бригаде студентов (не более чем из трех человек) предлагается одна из машин челночного стежка (97, 97-А, 297, 597, 697 или 1022 оршанского завода «Легмаш», 862 кл. Подольского механического завода им. Калинина и др.) для детального изучения технологического процесса. При этом целесообразно использовать фрагменты скоростной киносъемки работы отдельных рабочих инструментов машин.
1. Изучение процесса образования челночных стежков и строчек следует начинать с рассмотрения технических возможностей предложенной для изучения машины. Студенты должны составить техническое описание на машину с указанием ее основных технологических характеристик и рабочих инструментов. Далее по имеющимся образцам и схемам следует выполнить эскизы каждого рабочего инструмента, дать его характеристику и указать назначение конструктивных элементов.
Основными рабочими инструментами при образовании челночного стежка являются: игла, челночное устройство, нитеподающие устройства, продвигающие материал устройства и лапка. У некоторых типов машин (в зависимости от назначения) могут быть устройства для обрезки края материала (297 и 397 кл. оршанского завода «Легмаш»), обметывания срезов (797 и 1097 кл. оршанского завода «Легмаш») и др. На процесс образования челночного переплетения эти устройства не влияют, поэтому в работе студенты их детально не изучают.
Применяемые в челночных швейных машинах рабочие инструменты могут иметь различное конструктивное решение.
Так, для стачивающих швейных машин челночного стежка иглы представляют прямой цилиндрический стержень неодинакового сечения с одним заостренным концом (рис. 4.1). Утолщенная часть 1, называемая колбой, предназначена для закрепления иглы в игловодителе машины. Ниже колбы расположено лезвие 2 с острием 5 на конце. Около острия находится ушко иглы 3. Лезвие имеет два канала (желобка): длинный 6 и короткий 4. В длинном желобке помещается нитка при проколе материала иглой и обратном ее ходе; этот желобок защищает нитку от перетирания о ткань. Короткий желобок вмещает нитку только в начале прокола материала, при дальнейшем движении и обратном ходе иглы нитка прижимается лезвием к стенкам отверстия прокола. Со стороны короткого желобка над ушком игла имеет выемку для лучшего захвата петли игольной нитки челноком. Иглы могут иметь разную толщину, длину лезвия и форму заточки острия. В соответствии с ГОСТ 7322—55 иглы делят на типы, группы и номера. Тип иглы определяет форму лезвия и заточку острия, группа — диаметр и длину колбы, а также
длину всей иглы, номер — диаметр лезвия.

Рисунок 4.1. Машинная игла и форма заточки ее острия
При изучении швейных игл студенты должны научиться определять их тип, группу и номер в зависимости от функций в машине, величины перемещений, применяемых ниток и материалов. В отчете по работе необходимо отразить, какие иглы применяются для изучаемой машины и как они меняются в зависимости от условий стачивания тех или иных материалов.
Челночные устройства промышленных швейных машин обычно изготовляют двух типов: колеблющиеся и вращающиеся. Чаще используется вращающийся челнок, совершающий два оборота в процессе образования стежка. Ось вращающихся челноков располагается в горизонтальной или вертикальной плоскости. В стачивающих машинах она направлена поперек линии строчки, в машинах зигзагообразного стежка — в продольном направлении к ней. Вертикальное расположение оси применяется в двухигольных швейных машинах.
Челночные устройства различных швейных машин во многом сходны и состоят из челнока 1 (рис. 4.2), откидного полукольца 2, шпуледержателя 3, шпульного колпачка 4 с защелкой 5, шпульки 6 и установочного пальца 7. Движущейся частью челночного комплекта является челнок, который своим крючком 9 захватывает петлю-напуск нитки иглы и обводит ее вокруг неподвижного шпуледержателя, вставленного своим ободком в паз челнока. На стержень шпуледержателя надевается шпульный колпачок со шпулей и запирается защелкой. Для того чтобы шпуледержательповорачивался во время вращения челнока, установочный палец, закрепленный под платформой машины, входит своим выступом в паз 8 шпуледержателя с зазором для прохода нитки при переплетении стежка. Пластинка 10 предохраняет нитку от наматывания на челночный комплект со стороны стежка.
Изучив челночное устройство, студенты должны знать, почему его ось расположена именно так, а не иначе, с чем может быть связано иное расположение оси челнока, какие функции выполняют составные части челночного комплекта. Необходимо ответить на вопросы, чем
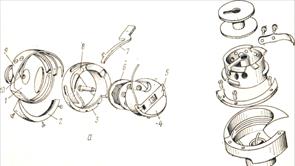
Рисунок 4.2. Челночные устройства швейных машин:
а — 1022 кл.; б — 262 кл.
лимитируются размеры челночного устройства, как обеспечивается захват петли-напуска нитки иглы при образовании зигзагообразного стежка, когда игла взаимодействует с челноком в разных точках.
Нитеподающие устройства бывают трех типов: шарнирно-стержневые, кулисные и вращающиеся. Рабочим инструментом первых двух служит рычаг с ушком на конце, который совершает движение вверх и вниз по дуге или по сложной траектории. Вращающийся нитеподатчик имеет четыре точки взаимодействия с ниткой иглы и два рабочих профиля.
При изучении конструкций нитеподающих инструментов студенты должны обратить внимание на два момента: возможность работы нитеподающего устройства при больших скоростях машины и возможность обеспечения необходимым количеством нитки процесса образования стежка в любой заданный момент, т. е. определить, позволяет ли конструкция механизма значительно изменять траекторию движения рабочей точки инструмента.
2. Во второй части работы студенты должны изучить принципы образования челночных стежков, проанализировать отдельные этапы процесса и составить технологическую схему процесса изучаемой машины.
Технологической схемой процесса называют последовательность выполнения челночного стежка по элементам (операциям). Начинается процесс с опускания иглы из верхнего положения, прокалывания материала и проведения через него нитки. На протяжении этого этапа игла взаимодействует как с ниткой, так и с материалом. Сначала при опускании иглы нитка движется вверх, а игла вниз. Происходит это вследствие позднего затягивания предыдущего стежка; в результате условия работы нитки сложные, нередки случаи обрыва.
Внимание студентов должно быть обращено на расположение нитки в игле, форму кромок ушка иглы и другие факторы, обусловливающие характер взаимодействия. Целесообразно, пользуясь лекционным материалом, рассчитать удельное давление иглы на нитку, сопоставить его с разрывной нагрузкой, проанализировать причины повреждаемости ткани и ниток на этом этапе. Характерные моменты этапа следует зарисовать.
При дальнейшем опускании иглы вниз нитеподатчик начинает двигаться из крайнего верхнего положения вниз, снимая натяжение нитки и подавая необходимый резерв ее для прокола иглой материала. Процесс снятия напряжения для ниток различного волокнистого состава не одинаков, поэтому необходимо установить, какие для этого меры предусмотрены в машине и обеспечивают ли они необходимый резерв нитки.
В момент прокола материала нитка при правильной наладке машины неподвижна. Движение нитки в ушке иглы возобновляется при выходе ушка с обратной стороны материала и продолжается, пока игла не достигнет крайнего нижнего положения. При обратном ходе иглы (вверх) необходимость в подаче нитки в первый момент отсутствует, так как за счет упругих сил самой нитки, а затем изгиба ее нижней кромкой ушка иглы образуется петля-напуск. Внимание студентов при этом должно быть обращено на следующие моменты: с какой стороны образуется петля-напуск, что способствует ее образованию, что можно предусмотреть для лучшего образования петли при обработке материалов различной жесткости.
Следующим этапом образования стежка является захват петли носиком челнока, расширение ее и образование переплетения. Захват петли происходит при подъеме иглы из крайнего нижнего положения на 2—3 мм (для некоторых машин на 1—2 мм). Носик челнока в этот момент находится над верхней кромкой ушка иглы на расстоянии менее 1 мм от нее. Для машин зигзагообразной строчки этот момент выглядит иначе: челнок должен обеспечить захват петли при двух положениях иглы, для чего точка взаимодействия двух инструментов для одного прокола иглы делается несколько ниже (на 1 —1, 5 мм) другого; размеры самого челнока при этом увеличиваются, что повышает линейную скорость его носика и уменьшает угол поворота челнока во второе положение. В многоигольных машинах с одним челноком для обеспечения захвата петли-напуска около каждой иглы установку игл делают на разных уровнях.
Расширение петли носиком челнока для разных по плотности материалов происходит по-разному. Для менее плотных материалов оно протекает одновременно с захватом петли, для более плотных — после выхода иглы из материала. Во втором случае носик челнока должен быть немного длиннее, чтобы при расширении петли нитка свободно проходила в отверстие прокола ткани иглой.
При изучении этого этапа процесса образования стежка студенты должны обратить внимание на величину подачи нитки. Нитка должна свободно скользить (но без лишнего избытка) по выступающим частям челночного устройства. При этом характер получаемого переплетения будет зависеть от направления вращения челнока относительно движения материала, а также от положения носика челнока относительно иглы. Так, при прямолинейном движении в большинстве стачивающих машин образуется строчка без дополнительных узлов, при обратном движении материала (закрепка)—с одним узлом. При определенных движениях челнока и материала могут образовываться переплетения с несколькими узлами, что нежелательно, так как это осложняет затягивание стежков.
После завершения переплетения петля нитки сдергивается питеподатчиком с челнока и начинается ее постепенная выборка из челночного устройства. В этот момент нитка не испытывает никакого напряжения, и было бы желательно ускорить ее выборку. Однако этому препятствует направляющий паз челнока, который только при определенном угле поворота челночного устройства имеет разрыв для выхода нитки. Тем самым задерживается затягивание стежка и продвижение материала, вследствие чего игла, достигнув крайнего верхнего положения, начинает двигаться по натянутой нитке, снижая ее прочность.
Качество затягивания стежков зависит от соотношения натяжений игольной и челночной ниток и от свойств стачиваемого материала. Однако эти параметры не остаются постоянными в процессе шитья и меняются под воздействием других параметров — частоты вращения главного вала машины, давления лапки и его отсутствия при подскоке лапки в результате взаимодействия с рейкой и др.
Процесс образования стежка заканчивается продвижением материала. Составив схему стежка, студенты должны указать, какие усилия в данный момент действуют на материал, как перераспределяется натяжение ниток в стежке, за счет чего образуется посадка материала и его стягивание строчкой.
3. Каждый этап процесса образования стежка студенты должны зарисовать в виде схемы и дать к ним краткие пояснения. Этот материал составит технологическую схему процесса.
По материалам анализа следует дать рекомендации по совершенствованию процесса образования стежка, указать существующие недостатки в рабочем процессе и пути их устранения.
Контрольные вопросы:
1. Какие рабочие инструменты участвуют в образовании челночного стежка; каковы их конструктивные различия?
2. Из каких этапов состоит процесс образования челночного стежка?
3. Как осуществляется прокалывание материала иглой и как образуется петля-напуск около иглы?
4.Какие виды челночных устройств применяются для образования переплетения ниток? В чем состоит принцип их работы?
5. Какие рабочие инструменты применяются для подачи нитки другим рабочим инструментам?
6.Какие виды транспортирующих материал устройств применяются в челночных швейных машинах? Каковы принципы их работы и назначение?
|
|