Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Жіп иіру өндірісінің дайындау бөлімдері
|
|
Технологиялық талшық иіру процесі бірнеше аралық тардан қ ұ ралады. Мысалы, мақ та иіру кезінде бірінші аралық будаларды қ опсыту, мақ та талшығ ын тазалау, ленталарды жинау жә не созу процестерін біріктіреді, яғ ни бірың ғ ай ү здіксіз ағ ымғ а АПК-ң автоматты қ уаттандырғ ыш-буда қ опсытқ ыштардан бастап ЛАТ-50 ленталы машиналарғ а дейін қ осылғ ан. Машиналар пневмокө лік жү йелері жә не жү йелері ә ртү рлі транспортерлар арқ ылы агрегатталғ ан. Екінші аралық лентаның сызық тық тығ ыздығ ын реттегіші жә не лентаны кенептерге орап алу жә не автотү сіру механизмдері бар ленталы ЛАВ-50 машинасы, ал ү шіншісі – ПЛ-76 немесе БД-200 жіп иіру машинасы болып табылады.
Тоқ ыма ө німінің сызық тық тығ ыздығ ының бірінші реттеуі тү тетін машиналарда қ уаттандыратын органдардың жылдамдығ ын позициялық немесе ү здіксіз реттеу я болмаса ө нім дең гейін екі позициялық реттеу арқ ылы жү зеге асырылады.
Ә ртү рлі автоматты бақ ылау операцияларын автоматты жә не дистанциялық басқ ару жә не бірың ғ ай агрегатқ а біріктірілген бірінші аралық машиналарын қ орғ ау ү шін қ ұ рамына электр магниттік, магнитті жә не қ озғ алтқ ыш релелер, позициялық бастапқ ы ө ң дегіштер, сигнализация аппаратурасы жә не басқ а да элементтер кіретін автоматиканың реле-тү йісу сұ лбалары қ олданылады.
Мақ та талшығ ын ө ң дейтін агрегатты басқ ару сұ лбасы мынаны қ арастырады:
агрегаттың толық тай бір тү ймемен іске қ осылуын;
агрегаттың жұ мыс істейтін жә не қ уаттандыратын органдарын бө лек жә не соқ қ ымен іске қ осуды;
басқ ару стансаларына кернеу берген кезде сигнал беруді;
автоматты сө ндіргіштер іске қ осылып кеткен жағ дайда апаттық сигнал беруді;
бө лімдер арасында сигналдың орнатылуын;
агрегатты қ оршаулар ашық болғ ан жағ дайда іске қ осудың мү мкін еместігі;
қ ысқ а тұ йық талудан қ орғ ауды, электр қ озғ алтқ ыштарды артық жү ктемеден жылулық қ орғ ауды, ә рбір электр қ озғ алтқ ыштың нө лдік қ орғ алуын;
машиналардың немесе қ уаттандыратын органдардың бірі тоқ тап қ алғ ан немесе талшық қ а толып кеткен жағ дайда технологиялық процестердің барысы бойынша ө ткен машиналар мен органдардың тоқ татылуын.
Агрегатқ а 33-36 электр қ озғ алтқ ыш орнатылуы мү мкін болғ андық тан, олар сұ рыптайтын тү ту бө лімі мен тү ту машиналарына арналғ ан бірнеше басқ ару стансаларынан басқ арылады. Барлық басқ ару стансалары бір-бірімен каскадты активті-пассивті блоктау арқ ылы байланысқ ан. Бұ л ә рбір агрегаттың тә уелсіз (соқ қ ымен) іске қ осылуын, бү кіл агрегаттың бө лімдер бойынша бір тү ймемен іске қ осылуын, қ орғ ау қ ұ рылғ ысы іске қ осылып кеткен немесе технологиялық процесс бұ зылғ ан жағ дайда электр қ озғ алтқ ыштардың істен шығ арылуын қ амтамасыз етеді. Сұ рыптау жә не қ опсыту-тү ту бө лімдері сенімді жұ мыс істеу ү шін технологиялық процесс бұ зылғ ан жағ дайда дыбыстық жә не жарық тық сигнал беру қ арастырылғ ан.
14.1 Тү ту машинасын басқ арудың қ ұ рылымдық схемасы
Кенептің сызық тық тығ ыздығ ын тұ рақ тандыру мақ сатымен тү ту машиналарына талшық тың берілуі оның аралық бункердегі қ орымен бункер талшық қ а толып кеткен жағ дайда бункерге талшық беретін қ уаттандыру органдарын сө ндіру арқ ылы іске қ осылатын тү йісу сө ндіргіштерінің кө мегімен реттеледі. Кө лденең қ опсалағ ыш пен қ атынастырғ ышта да бақ ылау осылай жү ргізіледі, бірақ бұ л жағ дайда тү йісу сө ндіргіштерінің іске қ осылып кетуі сә йкесінше беру транспортерының немесе буда қ опсытқ ыштың істен шығ уына алып келеді.
Агрегаттар мен жү н ө ң деудің ағ ымдық сызық тарын басқ ару сұ лбаларының жоғ арыда келтірілген сұ лбадан айырмашылығ ы, қ атынастырғ ыш машинадан жү н қ оспа қ абылдауғ а арналғ ан лабаздарғ а тү сірілетінінде, ал тарау машиналарының автоқ уаттандырғ ыштары тү сіруге арналғ ан тиісті лабаздан босатылатынында. Сө йтіп, ү йлестіру учаскесінің жұ мыс режимін оператор пневмотранспортер жү йесіндегі тиісті жапқ ыштарды іске қ осы жә не сө ндіру арқ ылы таң дап алады. Осығ ан байланысты, басқ ару сұ лбасына лабаздарды толтыру немесе босату туралы сигнал беру енгізілген. Олардағ ы талшық тардың дең гейін фотореле бақ ылайды, ал тарау машинасының ө здігінен салмақ тау бункеріндегі талшық тардың дең гейі фотореленің кө мегімен позициялық реттеледі.
Тарау машиналары. Қ азіргі кезде ә ртү рлі талшық тарды тарауғ а арналғ ан жә не бір-бірінен ө німділігімен ерекшеленетін 30 тү рлі тарау машиналары қ олданылады.
Алайда барлық жағ дайларда да тарау машиналарын электрлі жолмен қ озғ алысқ а келтіру ү шін роторы қ ысқ а тұ йық талатын асинхронды электр қ озғ алтқ ыштар қ олданылады, себебі тарау процесі машинаның жұ мыс органдарының жылдамдығ ын реттеуді талап етпейді. Бір айта кететіні, тарау машиналарының электр жетегі аракше ауыр жағ дайларда жұ мыс істейді. Бұ ны машинаның айналатын органдарының сілтеу массаларының едә уір болатындығ ымен тү сіндіруге болады. Соның салтарынан бір жылдың ішінде тарау машиналарына орнатылғ ан электр қ озғ алтқ ыштардың шамамен 400%-ы бұ зылады.
Тарау машиналарының электр жетегінің жұ мысының сенімділігін арттыру мақ сатымен жұ мыс органдары екі асинхронды электр қ озғ алтқ ыштардан қ озғ ау алады. Олардың біреуі негізгі жә не қ абылдау барабанын, желдеткішті жә не тарақ ты қ орапты, ал екіншісі – қ уаттандыру жү йесін іске қ осады.
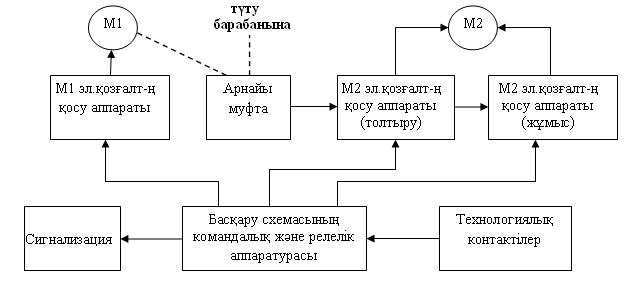
Тарау машинасын басқ арудың қ ұ рылымдық жү йесі (23.1 сурет) мыналарды қ арастырады:
М1 электр қ озғ алтқ ышының іске қ осылуын жә не реверсиялануын;
қ уаттандыру –шығ ару жү йесінің М2 электр қ озғ алтқ ышын басқ ару жә не жұ мысшы жылдамдық тарғ а жіберу;
технологиялық процесс бұ зылғ ан жағ дайда М2 электр қ озғ алтқ ышын автоматты тү рде істен шығ ару (лента жинағ ыштың алдындағ ы рентаның жің ішкеленуі немесе ү зілуі, лентажинағ ыштың қ ақ пағ ының ашылуы, лентаның тіреліп қ алуы);
машинаның апаттық тоқ тауы;
М1 жә не М2 электрқ озғ алтқ ыштарының тү ймелермен тоқ тауы;
қ оршаулар алынғ ан жә не кенеп жү ріп кеткен жағ дайда машинаның автоматты тү рде тоқ татылуы;
лентаның сызық тық тығ ыздығ ының автоматты тү рде реттелуі;
кернеудің берілгені, кенептің іске қ осылуы, лентаның ү зілуі туралы сигналдың берілуі.
М2 ү ш жылдамдық ты электр қ озғ алтқ ыш басқ ару жылдамдығ ы жә не екі жұ мысшы (орнатылатын) жылдамдық тардың бірін қ амтамасыз етеді. Ол ү шін статор орамдары жұ лдызшағ а, ү шбұ рышқ а немесе қ ос жұ лдызшағ а қ айта ауыстырылады, яғ ни электр қ озғ алтқ ыштар полюстарының саны ө згертіледі.
Машина былай іске қ осылады. Алдамыне негізгі барабанның фрикциялық жалғ астырғ ышын сө ндіріп, М1 электр қ озғ алтқ ышы іске қ осады. Ол 5-10 с ішінде екпін алады. Осы уақ ытта фрикциялық жалғ астырғ ыштың жол сө ндіргіштері М2 электр қ озғ алтқ ышының іске қ осылуына жол бермейді. Сосын фрикциялық жалғ астырғ ыш қ осылып, машинаның негізгі барабаны екпін ала бастайды (60-120 с). Негізгі барабан екпін алғ аннан кейін фрикциялық жалғ астырғ ышты іске қ осып қ ойып М2 электр қ озғ алтқ ышын: алдымен «басқ ару» тү ймесімен тө мен жылдамдық пен, сосын «жұ мыс» тү ймесімен жұ мысшы жылдамдық пен жү ргізеді.
Технологиялық процестің кез-келген бұ зылыстары пайда болғ ан жағ дайда М2 электр қ озғ алтқ ышы тоқ татылып, сигнал беру қ ұ рылғ ысы қ осылады. Технологиялық бұ зылыстар жойылғ аннан кейін М2 электр қ озғ алтқ ышы жоғ арыда келтірілген ретпен іске қ осылады.
Таспалы машиналар. Тоқ ыма ө неркә сібінің жіп иіру ө ндірісінде қ азіргі кезде ә ртү рлі талшық тарды ө ң деуге арналғ ан жә не бір-бірінен шығ арылымдар санымен жә не таспа қ абаттарының санымен ерекшеленетін 20 жуық таспалы машиналар жұ мыс істейді. Осығ ан байланысты автоматтандырылғ ан электр жетегіне жә не таспалы машиналардың бақ ылау мен технологиялық параметрлерді реттеу жү йесіне ә ртү рлі талаптар қ ойылады.
Таспалы машиналардың электр жетегі туралы айтар болсақ, оғ ан ерекше талап қ ойылмайды, себебі бұ л машиналарғ а орнатылғ ан асинхронды электр қ озғ алтқ ыштар қ алыптасқ ан жұ мыс режимінің технологиясы анық тайтын қ алыпты режимдерде жұ мыс істейді. Технологиялық параметрлерді бақ ылау жә не реттеу жү йесіне қ ойылатын талаптар негізінен таспалы машинаның шығ а берісіндегі таспаны тұ рақ тандыру мә селелеріне қ атысты. Бұ л мә селенің шешілуі жү н таспа шығ аратын таспалы машиналар ү шін ө те маң ызды. Алайда қ азіргі уақ ытта технологиялық процестің жетілдірілуіне байланысты ТТ реттегіштерін мақ та талшығ ын ө ң дейтін таспалы машиналарда да қ олданатын болғ ан.
14.2 Таспалы машинаны басқ арудың қ ұ рылымдық схемасы
Сө йтіп, таспалы машиналарды басқ ару сұ лбалары жалпы жағ дайда келесі талаптарды қ анағ аттандыруы тиіс:
машинаның реттегішсіз (тү рткіден) іске қ осылуы;
ЛП реттегіші бар машинаның бір сарынды іске қ осылуы;
машинаның тежегіші қ осылып тү ймемен тоқ тауы;
машинаның таспа оның кіре немесе шығ а берісінде ү зілген кезде, таспа созатын цилиндрлерге немесе ө лшеу роликтеріне оралғ ан жағ дайда автоматты тү рде тоқ тауы;
ТТ таспаны автоматты тү рде реттеу;
берілген ұ зындық тағ ы таспа атқ арылғ ан немесе таспа жинағ ыштың жү ктемесі артылғ ан жағ дайда машинаның автоматты тү рде тоқ тауы;
қ оршаулар ашылғ ан жә не ТТ-тің рұ қ сат етілген мә ннен асып кеткен жағ дайда машинаның автоматты тү рде тоқ тауы;
машинаның жұ мыс режимі жә не тоқ тауының себептері туралы сигналдың берілуі.
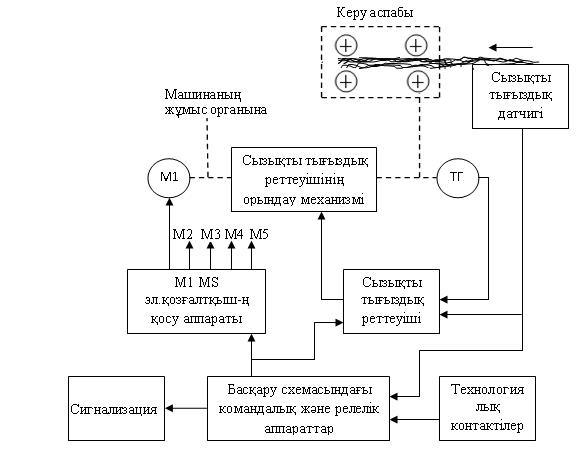
Таспалы машинаны басқ арудың қ ұ рылымдық сұ лбасында М1 негізгі асинхронды электр қ озғ алтқ ышпен қ атар, машинағ а тағ ы да тө рт М2-М5 аснхронды электр қ озғ алтқ ыш, шаң сорғ ыш желдеткіштері, бү ріккіш, майлағ ыш турбинасы жә не майлағ ыш беру сорғ ысы орнатылғ анын байқ аймыз. Барлық қ озғ алтқ ыштар бір басқ ару тү ймесімен іске қ осылады. Машинаның М1 электр қ озғ алтқ ышынан бір сарынды іске қ осылуын қ амтамасыз ету мақ сатымен оның фазаларының бірінде іске қ осу уақ ытына уақ ыт релесі электр қ озғ алтқ ыш екпін алғ аннан кейін шунтирленетін баллласт кедергісі белгіленген. Осы уақ ыт релесінің кө мегімен М1 электр қ озғ алтқ ышы екпін алғ аннан кейін таспаның ЛП реттегіші жұ мысқ а қ осылады. М1 негізгі электр қ озғ алтқ ышы таспалы машинаның барлық жұ мысшы органдарын, сондай-ақ созу аспабының созу цилиндрлерін олардың жылдамдығ ын ө згертуге мү мкіндік беретін созу қ ұ рылғ ысы арқ ылы қ озғ алысқ а келтіреді. Мұ ндай қ ұ рылғ ы ретінде вариаторлар, дифференциалдар жә не сырғ у жалғ астырғ ыштары қ олданылуы мү мкін. Созу аспабының кіре берісінде ТП тетігі орнатылғ ан. Оның сигналы таспаның ТП реттегішіне келіп жетеді. Реттеу жү йесінің қ аттылығ ы жоғ ары жә не ТП реттегіші уақ ытының тұ рақ ты шамасы тө мен болу ү шін тахометриялық теріс кері байланыс қ олданылады. ТП таспалның реттегішінің шығ а берісі атқ ару механизміне – сырғ у жалғ астырғ ышын қ оздыру орамына қ осылғ ан. Бұ л сырғ у жалғ астырғ ышының шығ у білігінің жылдамдығ ының кіру сигналының мә німен ү йлесуін қ амтамасыз етеді.
Таспалы машинаның кірісіндегі немесе шығ ысындағ ы таспаның ү зілуі, таспаның созу цилиндрлеріне немесе ө лшеу роликтеріне (ТП тетік) оралуы, берілген ұ зындық тағ ы таспаның атқ арылуы жә не таспа жинағ ыш жү ктемесінің артық болуы (бө ліп ө лшеудің рұ қ сат етілген шектерден ауытқ уы) қ оршауларды блоктаудың соң ғ ы сө ндіргіштері сияқ ты, машинаны басқ ару сұ лбасының аралық релелерінің тізбектеріне қ осылғ ан соң ғ ы сө ндіргіштер (немесе микроауыстырғ аштар) бақ ылайды. Барлық жағ дайларда да машина тиісті сигналдан кейін тоқ тайды немесе қ осылады.
Машина тү рткіден іске қ осылғ ан кезде таспаның уақ ыт релесі мен ЛП реттегіші іске қ осылмайды.
Ө зге ө ндірістерде қ олданылатын таспалы машиналардың қ ұ рылымдық басқ ару сұ лбасы ө згеше: майлау жү йесінің қ озғ алтқ ыштары жоқ, таспаның сызық тық тығ ыздығ ының реттегіші жә не созу цилиндрлерінің жылдамдық тарын ө згерту қ ұ рылғ ылары жоқ.
|
|