Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Разработка поэлементной технологии станционных операций во всех парках станции.
|
|
2.1 Технология обработки составов в парке приёма.
Разработка технологии и составление технологического графика обработки поездов в парке приёма выполняются в соответствии с типовым технологическим процессом работы сортировочной станции.
В данном курсовом проекте необходимо установить продолжительность обработки документов прибывшего в расформирование состава работниками станционного технологического центра (СТЦ), а также среднюю длительность технического обслуживания состава бригадой пункта технического обслуживания вагонов (ПТО).
Продолжительность обработки документов определяется по формуле 2.1 в зависимости от заданной величины времени на обработку документов на один вагон – τ док (τ док=0, 22 мин, из табл.12 задания) и среднего числа вагонов в составе разборочного поезда – mсрр, которое определяется делением общего числа вагонов, прибывающих в разборочных поездах (∑ nEp, ∑ nНp, ∑ nЖp), на количество разборочных поездов с каждого направления (NEp, NHp, NЖp).
mсрр=  , (ваг.) (2.1)
, (ваг.) (2.1)
mсрр=  = 58 вагонов
= 58 вагонов
Продолжительность обработки документов определяется по формуле 2.2:
tдок= τ док* mсрр, (мин) (2.2)
tдок= 0, 22*58=12, 76 мин≈ 13 мин.
Техническое обслуживание и коммерческий осмотр прибывшего поезда осуществляется после закрепления состава тормозными средствами, отцепки поездного локомотива и ограждения состава централизованными сигналами с поста оператора ПТО.
Средняя длительность технического обслуживания состава в парке приёма определяется по формуле 2.3:
tТО=  + а пз, (ч) (2.3)
+ а пз, (ч) (2.3)
где τ – время на технический осмотр одного вагона (τ =0, 015 часа, из табл. 12 задания);
хгр – число групп работников в одной бригаде ПТО (хгр =3 группы, из п.1.1);
а пз – время на подготовительно-заключительные операции, 0, 03 часа.
tТО=  + 0, 03=0, 32 часа=19, 2 мин≈ 20 мин.,
+ 0, 03=0, 32 часа=19, 2 мин≈ 20 мин.,
Бригада ПТО в парке приёма состоит из вагонников-осмотрщиков и слесарей-автоматчиков (пролазчиков), объединённых в соответствующее число групп. Число групп зависит от количества частей, на которые делится состав при техническом осмотре вагонов.
Автоматчик в соответствии с размеченной ТГНЛ или сортировочным листком разъединяет и подвешивает автотормозные рукава в местах разъединения отцепов, если нет устройств для расцепления автосцепок и рукавов вагонов. Одновременно с техническим обслуживанием осуществляет ремонт автосцепных приборов (постановку цепей расцепного привода, замену неисправных расцепочных рычагов). Снимает хвостовые сигналы.
В отдельных случаях автоматчики могут работать отдельной бригадой независимо от бригад осмотрщиков вагонов.
В состав группы входят два вагонника-осмотрщика (по одному с каждой стороны состава) и один слесарь-автоматчик.
Коммерческий осмотр вагонов бригадой ПКО производится одновременно с техническим обслуживанием, т.е. tТО = tКО.
Схема трёхгруппового способа обслуживания составов представлены на рис.2.1.
После расчёта tТО и tдок составляется технологический график обработки поезда в парке приёма, изображённый на рис.2.2.
Загрузка бригады ПТО в парке приёма зависит от общего количества прибывающих в разборку поездов (Np) на станцию и времени на техническое обслуживание всего состава. Загрузка определяется по формуле 2.4:
Ψ ТО=  , (2.4)
, (2.4)
где S – число бригад ПТО вагонов в парке приёма (1 бригада)
Коэффициент загрузки бригады не должен превышать 0, 9.
Ψ ТО=  =0, 77,
=0, 77,
Рис.2.1. Схема трёхгруппового способа обслуживания состава
Условные обозначения:
- место нахождения групп осмотрщиков в момент прибытия поезда;
- направление движения осмотрщиков при осмотре;
1, 2, 3 – номера групп осмотрщиков;
После расчёта tТО и tдок составляется технологический график обработки поезда в парке приёма, изображённый на рис.2.2.
| № п/п | Операция | Время в минутах | Исполнитель | |||||
| до прибытия поезда | 10 20 30 40 | |||||||
| Извещение работников СТЦ, ПТО, ПКО, сигналистов о номере, времени прибытия и пути приёма поезда | ДСП или его оператор | |||||||
| Выход на путь приёма работников, участвующих в обработке поезда | Работники СТЦ, ПТО, ПКО, сигналисты | |||||||
| Контрольная проверка состава во входной горловине (списывание состава) | Оператор СТЦ (телетайпист) | |||||||
| Закрепление состава поезда | Сигналисты | |||||||
| Отцепка поездного локомотива и выезд его с пути приёма | Локомотивная бригада | |||||||
| Ограждение состава поезда централиз. сигналами | Оператор ПТО | |||||||
| Доставка перевозочных документов в СТЦ | Оператор СТЦ | |||||||
| Проверка и штемпелевание перевозочных документов, корректировка ТГНЛ и передача её данных в АСУ СС, составление предварительного сортировочного листка (ПСЛ) | Операторы СТЦ | |||||||
| Технический осмотр, отпуск тормозов и подготовка состава к роспуску, доклад ДСП о тех. готовности | Работники ПТО | |||||||
| Коммерческий осмотр состава, устранение неисправностей и доклад ДСП о готовности | Работники ПКО | |||||||
| Корректировка ПСЛ, передача его ДСПГ и на исполнительные посты горки | ДСЦ, ДСПГ, оператор СТЦ | |||||||
| Ввод программы роспуска состава | ДСПГ | |||||||
| Снятие ограждения состава, доклад об этом ДСП | Оператор ПТО | |||||||
| Заезд в хвост состава и прицепка горочного локомотива | Локомотивная бригада | |||||||
| Уборка средств закрепления состава | Сигналисты | |||||||
| Общая продолжительность обработки | ||||||||
| Общая продолжительность обработки с учётом времени говности к надвигу состава на горку |
Рис.2.2 Технологический график обработки поезда, поступившего в расформирование при наличии ТГНЛ.
2.2 Расчёт элементов горочного цикла и составление технологического графика работы сортировочной горки.
Разработка технологического процесса работы горки должна производиться, исходя из условий максимального совмещения операций по расформированию и формированию поездов, максимальной параллельности всех горочных операций с процессом роспуска и накопления вагонов. Это достигается высоким уровнем механизации и автоматизации горочных процессов, диспетчерским руководством работы горки и применением передовых методов работы.
Расформирование – формирование составов на горке заключается в следующем. После обработки в парке приёма прибывшего в расформирование поезда горочный локомотив заезжает в «хвост» состава, надвигает состав до вершины горки и производит его роспуск.
Для ликвидации образующихся в процесс роспуска «окон» между группами вагонов на сортировочных путях и соединения автосцепки, горочный локомотив после роспуска каждых 3-х составов заезжает в сортировочный парк и производит осаживание.
Технологической основой работы сортировочной горки является совмещение расформирования с формированием поездов. В процессе роспуска составов вагоны поступают на пути сортировочного парка для формирования составов новых назначений в соответствии с планом формирования поездов и ПТЭ.
Горочный технологический цикл - минимальное время, необходимое на расформирование заданного числа составов, с учётом их осаживания в сортировочном парке. Элементами горочного цикла при последовательном расположении парка приёма и сортировочного парка являются: заезд, надвиг, роспуск, осаживание. На рис.2.3 приведена схема определения длин полурейсов при роспуске состава.
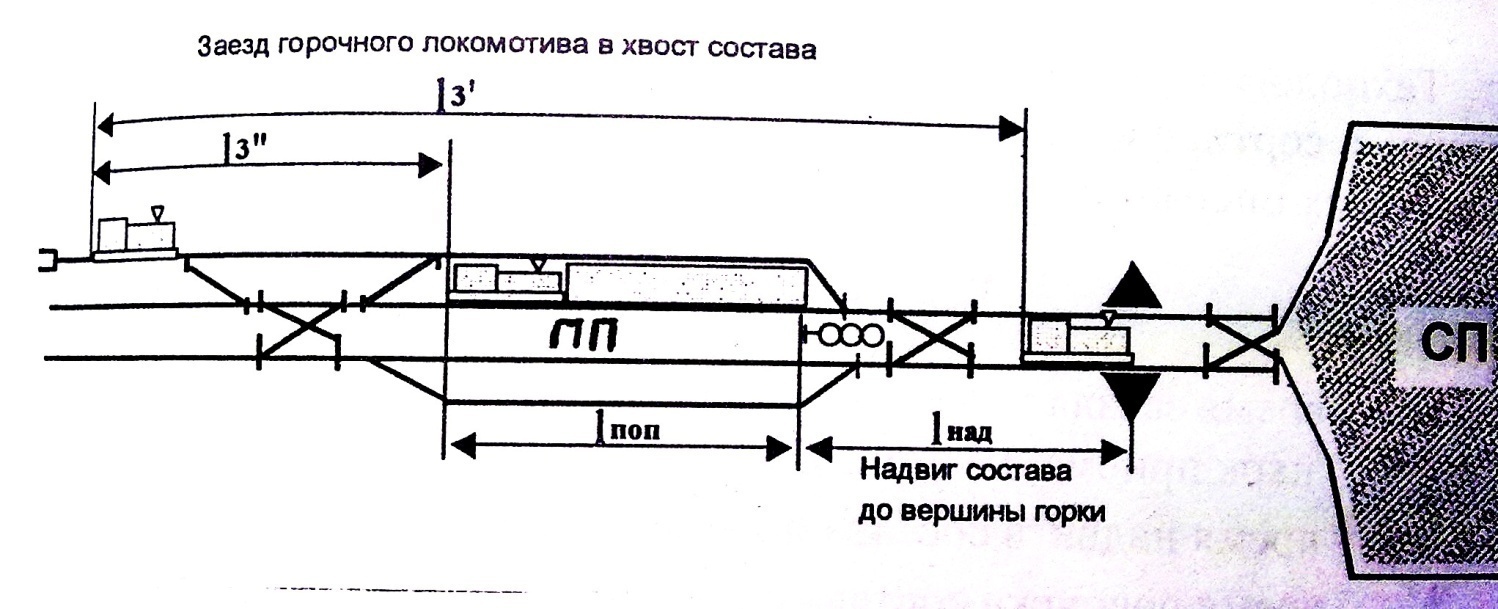
Рис.2.3. Схема определения длин полурейсов заезда l’з и l”з при последовательном расположении парков приёма и сортировочного.
Условные обозначения:
lнад – расстояние от вершины горки до «головы» надвигаемого состава, м (длина пути надвига);
lпоп – среднее расстояние между предельными столбиками в парке приёма (полезная длина путей), м;
l’з – расстояние заезда горочного локомотива от вершины горки на вытяжку за стрелку (за 15 м от центра стрелочного перевода), м;
l”з – расстояние заезда горочного локомотива с вытяжки в «хвост» состава, м.
Из рис.2.3 l’з = lнад+ lпоп+40+15,
где 40 м – расстояние от предельного столбика до центра перевода (из литературы «Эксплуатация железных дорог в примерах и задачах» И.Б. Сотников);
15м – расстояние от центра перевода до стыка рамного рельса;
l’з =350+1050+40+15=1455 м;
l”з =40+15=55 м.
Технологическое время на расформирование –формирование состава с сортировчной горки состоит из отдельных маневровых операций и определяется по формуле 2.5:
Тр-ф=tз+tнад+tрос+tос , (мин) (2.5)
где tз – время заезда горочного локомотива с вершины горки в парк приёма к составу, мин;
tнад – время надвига состава до вершины горки, мин;
tрос – время роспуска состава с сортировочной горки;
tос - время на осаживание вагонов в сортировочном парке;
2.2.1. Заезд горочного локомотива в парк приёма.
Технологическое время заезда маневрового локомотива в парк приёма за составом определяется по формуле 2.6:
tз= tз’+ tз”+ tпд, (мин) (2.6)
где tз’, tз” –соответственно время заезда локомотива от вершины горки за горловину парка приёма и обратно к «хвосту» состава (рис.2.3).
tпд – время на перемену направления движения локомотива;
tпд= 0, 15 мин;
Время заезда tз’, tз” определяется в зависимости от длины полурейсов заезда: l’з и l”з.
Исходя из курса лекции, продолжительность отдельного полурейса, выполненного при перестановке вагонов и составов, определяем по формуле 2.7:
tпр=(α рт+β рт*mсрр)*V/2+3, 6 l пр/V, (сек) (2.7)
где α рт –коэффициент, учитывающий время, необходимое для изменения скорости движения локомотива на 1 км/ч при разгоне и торможении, α рт=2, 44 сек/км/ч;
β рт – коэффициент, учитывающий дополнительное время на изменение скорости движения каждого вагона в маневровом составе на 1 км/ч при разгоне и торможении, β рт=1, 44 сек/км/ч;
mсрр – среднее число вагонов в составе разборочного поезда;
V – допустимая скорость движения при манёврах, км/ч;
l пр –длина полурейса, м;
При определении времени на полурейсы заезда горочного локомотива по формуле (2.7) принимается: mсрр=0, допустимая скорость при заезде (с учётом того, что на станции имеется обходной путь) V=17, 5 км/ч.
t’з =(2, 44+1, 44*0)*17, 5/2+3, 6*1455/17, 5=320 с=5, 34 мин.
t”з =(2, 44+1, 44*0)*17, 5/2+3, 6*55/17, 5=14 с=0, 23 мин.
По формуле 2.6 определяем tз:
tз=5, 34 мин+0, 23 мин+0, 15 мин=5, 72 мин≈ 6 мин.
|
|