Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструкторская часть
|
|
3.1 Приспособление – это техническое устройство, присоединяемое к машине (оборудованию) или используемое самостоятельно для установки, базирования, закрепления предметов производства или инструмента при выполнении технологических (в том числе контрольных, регулировочных, испытательных, транспортных и др.) операций.
Все многообразие конструкций приспособлений классифицируют на группы и подгруппы.
Классификация приспособлений:
- По целевому назначению:
– для установки (закрепления) изделий на оборудовании - токарном, фрезеровочном, сверлильном, шлифовальном и др.;
– для установки обрабатывающих инструментов – патроны, зажимы, оправки и др.; сборочные приспособления;
– контрольные приспособления; · транспортно-кантовальные.
- По степени специализации:
– универсальные;
– специализированные;
– специальные.
- По источнику энергии привода:
– пневматические;
– пневмогидравлические;
– гидравлические;
– электромеханические;
– магнитные;
– вакуумные;
– центробежно-инерционные.
- По степени использования энергии неживой природы:
– ручные;
– механизированные;
– полуавтоматические;
– автоматические.
- В зависимости от конкретных организационно-технических условий.
Применение приспособлений снижает трудоемкость и себестоимость обработки деталей. Эффективность от их применения получается за счет увеличения производительности в результате повышения уровня механизации (автоматизации) и сокращения основного и вспомогательного времени при выполнении основного перехода и исключения разметки и выверки заготовок при установке на станках; повышения точности обработки (сборки, контроля) и устранения погрешностей; расширения технологических возможностей универсального оборудования; облегчения условий труда; сокращения численности рабочих и снижения их квалификации; повышения безопасности работы и снижения аварийности и т.п.
3.2 Эскиз приспособления для снятия крестовин карданного вала автомобиля Hyundai HD-170
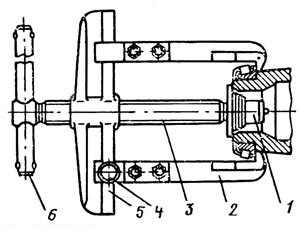
1 — наконечник винта; 2 — захват; 3 — винт съемника; 4 — гайка крепления захватов на траверсе; 5 — траверса съемника; 6 — рукоятка винта съемника
Рисунок 3 – Приспособление для снятия крестовин карданного вала
3.3 Подбор материала деталей приспособления для снятия крестовин карданного вала
Таблица 11 — Подбор материала
| Позиция на чертеже | Наименование детали | Материал |
| 2. | Захват | Сталь 45 ГОСТ 380-71 |
| 3. | Силовой винт | Сталь 45 ГОСТ 380-71 |
| 4. | Гайка | Бр010Ф1 ГОСТ 613-79 |
| 5. | Траверса | Бр010Ф1 ГОСТ 613-79 |
3.4 Расчет элементов приспособления на прочность
3.4.1 Выбор материала деталей приспособления
- Для винта принимаем сталь марки 45, термообработка – улучшение, для которой Ϭ 1 = 540 МПа;
- Для траверсы принимаем бронзу марки Бр010Ф1, для которой Ϭ р = 40 мПа,
Ϭ с.м = 45 мПа.
3.4.2 Расчет допускаемого напряжение для материала винта:
 (42)
(42)
где Ϭ ı — предел текучести Н/мм²; St — коэффициент запаса прочности, St= 3,
3.4.3 Расчет диаметра резьбы определяется по формуле:
 (43)
(43)
где d2 — средний диаметр резьбы, мм; F — осевая нагрузка, принимаем F = 25 кН; [q]изм — среднее давление в витках резьбы (10-15мПа); [q]изм = 15 мПа; Ψ Н — коэффициент высоты гайки, (1, 2-2, 5), Ψ Н = 2, 5; Ψ h — коэффициент метрической резьбы, Ψ h = 0, 5
По ГОСТ 9150-89 принимаем трапецеидальную резьбу со следующими параметрами:
d — наружный диаметр резьбы, d = 26 мм;
d2 — средний диаметр резьбы, d2 = 24 мм;
d1 — внутренний диаметр резьбы, d1 = 22 мм;
Р — шаг резьбы, Р = 3 мм.
3.4.4 Расчет угла подъема резьбы:
 (44)
(44)
 = 2⁰ 33;
= 2⁰ 33;
Приведенный угол трения:
 ' = arctg
' = arctg  (45)
(45)
где f — коэффициент трения, f = 0, 18; α =30⁰ — угол профиля резьбы;
' = arctg 
Условия самоторможения —угол подъёма винтовой линии резьбы меньше приведённого угла трения — выполняются:
˂ '.
3.4.5 Проверочный расчет винта на прочность:
Расчет момента сопротивления в резьбе:
Т = F 
 (46)
(46)
Т = 25000  (Н·мм).
(Н·мм).
При стальном подпятнике f = (0, 15-0, 18), принимаем f = 0, 17.
Расчет момента трения на торце пяты:
Тf =  (47)
(47)
Тf =  (Н·мм).
(Н·мм).
Расчет крутящего момента:
Мк = Т + Тf, (48)
Мк = 25, 5·103+234 = 25, 73·103 (Н·мм).
Расчет эквивалентного напряжения в опасном сечении винта:
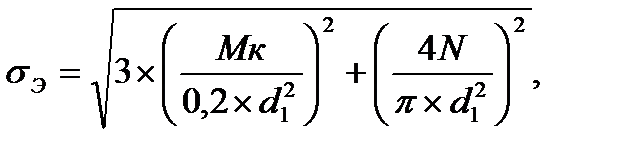 (49)
(49)

Условия прочности винта — Ϭ э˂ Ϭ 1 — выполняются:
61 Па ˂ 540 мПа.
3.4.6 Проверочный расчет винта на устойчивость:
Расчет момента инерции сечения винта:
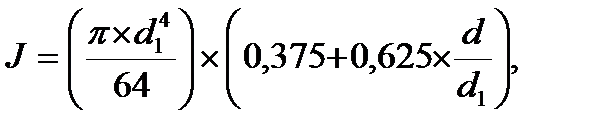 (50)
(50)

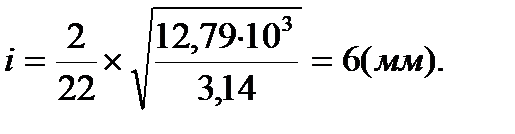
Расчет радиуса инерции сечения винта:
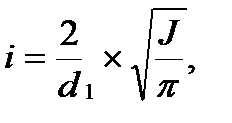 (51)
(51)
Расчет длины винта:
l = l0+H, (52)
где l0 — конструктивно принятая длина,
l = 115+20 = 135 (мм).
Расчет гибкости винта:
λ =  (53)
(53)
где μ — коэффициент приведения длины, принимаемый μ = 2;
λ = 
При λ = 55, λ 0 = 60 (для стали 45).
Проверка винта на устойчивость в отсутствии продольного изгиба:
 (54)
(54)
 = 0, 51´ 180 = 91, 8 (мПа);
= 0, 51´ 180 = 91, 8 (мПа);
65, 8 ≤ 91, 8 (мПа).
Объединенное условие выполнено, прочность и устойчивость винта обеспечивается.
|
|