Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструктивно-технологические особенности толстопленочных ГИС (МСБ)
|
|
Толстопленочные МСБ представляют собой гибридные схе6мы, пассивная часть которых (проводники, контактные площадки, резисторы, конденсаторы) создаются на основе пленок толщиной порядка нескольких десятков микрометров. Применяемые материалы элементов и подложек ориентированы на использование высокопроизводительных и дешевых ТП. Для формирования конфигураций пленочных элементов вместо фотолитографии используется трафаретный способ печати пастами специального состава.
3.1. Методы нанесения толстых плёнок с использованием трафаретной печати
Сущность толстопленочной технологии заключается в нанесении через сетчатый трафарет полупроводниковых паст с высушиванием и вжиганием в подложку. Нанесение слоев допускается с двух сторон подложки.
Пасты, в зависимости от назначения, делятся на проводящие, резистивные и диэлектрические. Для контактных площадок применяются дополнительные покрытия припойными пастами, неподлежащими вжиганию. Пасты состоят из наполнителя, определяющего свойства данной пасты, связующего и растворителя, обеспечивающего нужную консистенцию.
Для проводящих паст наполнителем является мелкодисперсионный порошок золота, серебра, платины, палладия и их соединений.
Резистивные пасты отличаются от проводящих меньшим процентным содержанием металлов и большим содержанием стекла и окислов.
Диэлектрические пасты не содержат металлических фракций, а наполнителем является керамика (BaTiO3), стекло и окислы металлов.
В качестве связующего материала применяется порошок легкоплавкого стекла (соотношение содержания металлического порошка и связующего для проводящих паст – 1: 9).
Последовательность технологических операций получения толстых пленок:
1. Нанесение слоя пасты на керамическую подложку через накладной трафарет;
2. Вжигание пасты;
3. Охлаждение.
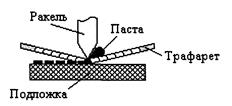 Трафаретная печать: продавливание пасты через открытые участки трафарета, составляющие рисунки топологического слоя, на подложку. Перенос возможен контактным и бесконтактным методом.
Трафаретная печать: продавливание пасты через открытые участки трафарета, составляющие рисунки топологического слоя, на подложку. Перенос возможен контактным и бесконтактным методом.
При контактном способе трафарет (бериллиевая бронза толщиной 0, 05 мм) плотно прилегает к подложке.
При бесконтактном методе трафарет располагается на подложке с зазором 0, 4¸ 1 мм. Конструкционной основой трафарета является проволочная сетка, с диаметром проволоки 30¸ 40 мкм.
Нанесение пасты выполняется с помощью установки, состоящей из держателя подложки, ракеля и привода для перемещения ракеля. На качество нанесения пасты влияют:
§ размер сетки трафарета (140 мкм – размер окна, 40 мкм – диаметр проволоки);
§ форма и материал ракеля;
§ расстояние трафарет-подложка (0, 2¸ 1, 5 мкм);
§ давление и скорость ракеля (50¸ 250 мм/сек);
Оптимальный зазор между сеткой и подложкой зависит от размеров сетки и должно обеспечивать хорошее подпружинивание сетки, от которого зависит четкость контура элемента. С уменьшением размеров ячеек трафарета жесткость сетки увеличивается и оптимальный зазор уменьшается.
Усилие на сетку со стороны ракеля составляет 10¸ 20 Н. Ракель изготавливается из упругого износостойкого и стойкого к органическим растворителям материала (полиуретан, фторкаучук). Угол при вершине ракеля составляет 90° или 60°, наклон рабочей поверхности ракеля - 45°±5°. Скорость рабочего хода ракеля определяется вязкостью пасты и требуемой толщиной наносимого слоя и лежит в диапазоне 50¸ 250 мм/сек.
Если состав и вязкость пасты, а также применяемая сетка соответствует ТУ, то настройка процесса нанесения пасты сводится к отыскиванию оптимальных режимов (зазор, скорость, давление ракеля).
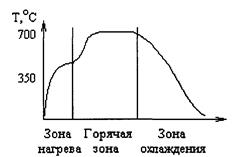
Процесс вжигания происходит в туннельных конвейерных печах и состоит из трёх этапов: на первом этапе происходит вжигание органических компонентов и сушка; на втором этапе - спекание; на третьем - охлаждение. Разница в температурах, необходимых для вжигания и спекания проводников, диэлектриков и резисторов, обуславливает определённую последовательность изготовления платы: каждая последующая операция должна протекать при более низкой температуре по сравнению с предыдущей. Толщина проводящих и резистивных слоев после отжига обычно находится в пределах 15-20 микрометров, диэлектрических слоев - до 40 микрон.
Так как резисторы и конденсаторы после вжигания имеют большой разброс параметров (до 30%), то далее проводится операция подгонки. Подгонка толстопленочных конденсаторов состоит в удалении части верхней обкладки, то есть их емкость уменьшается. Поэтому, чтобы исключить неисправимый брак, требуется корректировка процесса нанесения элементов (корректировка состава паст или толщины слоев) таким образом, чтобы резисторы имели заведомо заниженные значения сопротивления, а конденсаторы – завышенные значения емкостей. В процессе подгонки конденсаторов режим обработки должен быть тщательно подобран в виду возможности короткого замыкания обкладок.
Технологический процесс изготовления толстопленочных ГИС показан на рисунке:
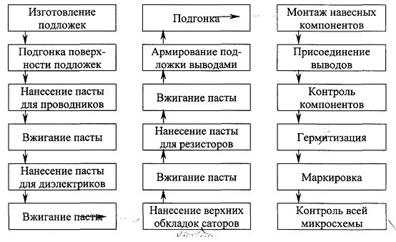
1. Используется керамика 22ХС (96% Al2O3). Подготовка поверхности подложки состоит в шлифовки подложки до определенных размеров (максимальная высота < 2 мкм), промывка в мыльной проточной дисцилированной воде. Обжиг в конвейерной печи при температуре равной 600°С.
2. Выполняется с помощью автоматов полуавтоматов, подложки загружаются в бункер, устанавливаются трафареты с соответствующим рисунком, совмещают их с подложкой и наносят с помощью ракеля.
3. Вжигание производится в течении 1, 5 часов при температуре, зависящей от состава паст: проводниковые при 800°С±1°С, диэлектриковые при 700°С±1°С, резистивные при 640°±1°С. Вжигание происходит в камерных печах с программным управлением.
4. Подгонка выполняется на лазерных установках.
|
|