Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Резкой называют отделение частей (заготовок) от сортового или листового металла.
|
|
Резка выполняется как со снятием стружки, так и без неё. Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52...58, отшлифованы и заточены.
Резка ручными ножницами
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0, 5...1мм и листов из цветных металлов толщиной до 1, 5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями.
По расположению режущей кромки лезвия ножницы делятся на:
Правые (скос на каждой части режущей половины находится с правой стороны);
левыми – (скос на каждой части режущей половины находится с левой стороны).
Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Стуловые ножницы это ножницы больших размеров и применяются при резании листового металла толщиной до 3мм, малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2, 5мм и прутков диаметром до 8мм. Рычажные ножницы применяются для резания листовой стали толщиной до 4мм, алюминия и латуни - 6мм. Ножи изготавливают из стали У8.
Маховые ножницы широко используются для резки листового металла толщиной 1, 5...2. Этими ножницами режут металл значительной длины.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000...32000мм, реже - полосовой прокат, а также листовые неметаллические материалы.
Резка ножовкой
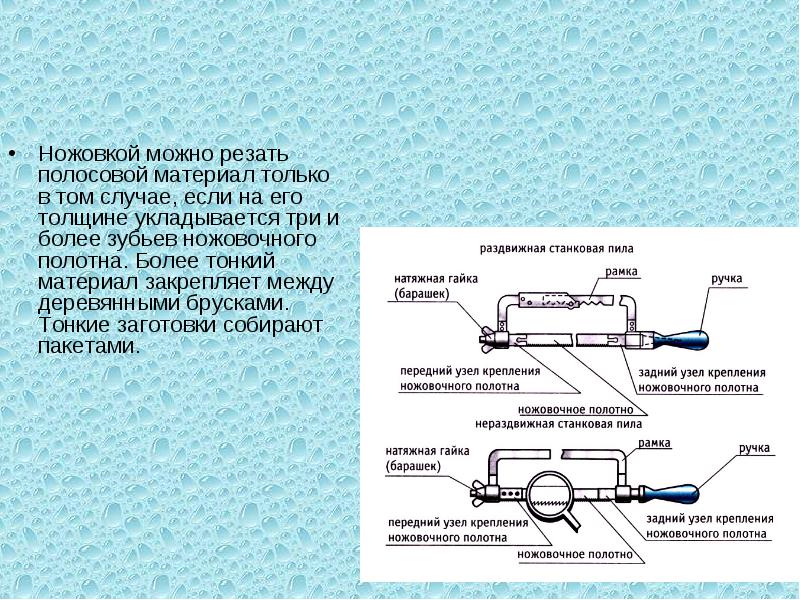
Общие сведения. Ручная ножовка инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах.
Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61...64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0...12 градусов; а задний угол зубьев равен 35...40 градусов; угол заострения равен 43...60 град.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют полотна с крупным шагом зубьев, а при коротких - с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Положение корпуса работающего.
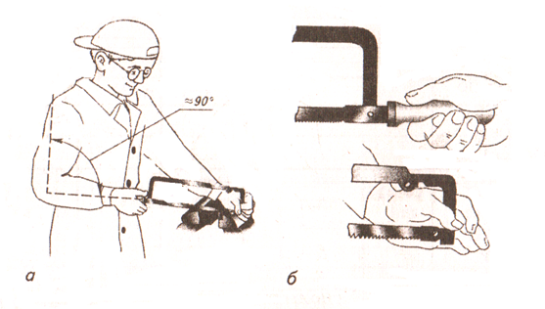
При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60...70 градусов при определённом расстоянии между пятками.
Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук.
В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
в работе должно участвовать всё ножовочное полотно;
при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу.
Резка ножовкой круглого, квадратного, полосового и листового металла.
Резка круглого металла.
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки.
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки.
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки.
Резка тонкого и профильного металла. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками.
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) отверстие, просверливают или вырубают отверстие диаметром, равным 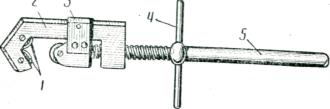 ширине полотна ножовки.
ширине полотна ножовки.
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами.
 Резка труб ножовкой и труборезом.
Резка труб ножовкой и труборезом.
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами.
Резка ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя. Если ножовку увело в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте.
Резка труборезом значительно производительнее, чем ножовками. Труборезы изготовляют трёх размеров: № 1 - для резания труб диаметром 1/4...3/4"; № 2 - 1...21/2"; № 3 - 3...4".
Резание осуществляют так. У установленного на трубе трубореза поворачивают рукоятку на 1/4 оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны.
Ручная и механизированная резка металла.
Механизированная резка осуществляется с помощью различных механических, электрических и пневматических ножовок и ножниц, дисковых пил или другого универсального или специального оборудования.
Приступая к разрезанию металла на пиле рукоятку крана гидропривода устанавливают в положение " Спуск" и включают электродвигатель. Затем рукоятку перемещают по направлению к положению " Быстрое действие" и устанавливают желаемую подачу резания.
Ручные электрические ножницы С - 424 вибрационного типа состоят из электродвигателя, редуктора с эксцентриком и рукоятки. Зазор между ножами устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0, 5...0, 8мм, зазор равен 0, 03...0, 048мм, при толщине 1...1, 3мм - 0, 06...0, 08мм, при толщине 1, 6...2мм - 0, 1...0, 13мм).
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твёрдости составляет 3мм, наибольшая скорость резания - 2, 5м/мин, число двойных ходов ножа в минуту - 1600.
Пневматическая ножовка пр иводится в действие сжатым воздухом. Максимальная толщина разрезаемого металла равна 5мм, наименьший радиус - 50мм, скорость резания - 20м/мин.
Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов.
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
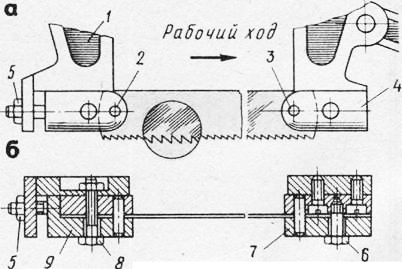
Рис. Установка ножовочного полотна
|
|