Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Учебное издание
|
|
Задача
На поверхности полубесконечного тела из стали Ст3 ручной дуговой сваркой наплавляют валик длиной l= 150 мм (рис. 24). Режим наплавки: U= 25 B; I =400 A; u = 2× 10-3 м/с.
Рассчитать температуру в начале, середине и в конце сварного шва через 10 с (tH) после окончания сварки.
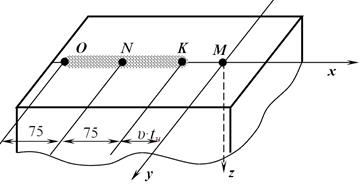
Рис. 24. Схема наплавки валика на поверхность массивного тела.
Решение.
В соответствии с заданным способом сварки принимаем тепловой КПД равным 75%.
Мощность источника теплоты
 Дж/с.
Дж/с.
Теплофизические свойства металла:
 Вт/(м·К);
Вт/(м·К);  м2/с.
м2/с.
При наплавке действительный точечный источник на длине шва 150 мм перемещается со скоростью u = 2 мм/с. Длительность его действия tk = l / u = 150/2 = 75 с.
После окончания сварки фиктивный источник и сток, двигаясь с той же скоростью, через 10 с находятся в точке, удаленной от конца шва на расстояние хм
хм = u× tH = 2× 10 = 20 мм.
Координаты начала, середины и конца шва относительно фиктивного источника и стока
х0 = - l - хм = -150-20 = -170мм; у0 = 0; z0 = 0.
хN = - l /2 - хм = -150/2 - 20 = -95мм; уN = 0; zN = 0.
хк = - хм = -20мм; ук = 0; zк = 0.
Предельные температуры начала, середины и конца шва определим по рассчитанной ранее таблице.
· начала шва Т (-170; 0; 0) = 164 K
o середины шва Т (-95; 0; 0) = 293 K
o конца шва Т (-20; 0; 0) = 1393 K
Длительность действия действительного и фиктивного источников t = 75 + 10 = 85 c. Длительность действия фиктивного стока t – tk = 10 с.
Безразмерные критерии для нахождения коэффициентов теплонасыщения: расстояния
· начала шва  ;
;
· середины шва  ;
;
· конца шва  .
.
времени действия источников
 ;
;
времени стока  .
.
Соответствующие коэффициенты теплонасыщения по номограмме:
· начала шва ψ 3 = и ψ 3΄ =0;
· середины шва ψ 3 = 0, 85 и ψ 3΄ =0;
· конца шва ψ 3 = 0, 98 и ψ 3΄ =0, 62.
Температуры через 10 с после окончания наплавки:
· начала шва Т0 = 164(0, 61 - 0) = 100 K;
· середины шва ТN = 293(0, 85 - 0) = 249 K;
· конца шва ТK = 1393(0, 98 - 0, 62) = 501 K.
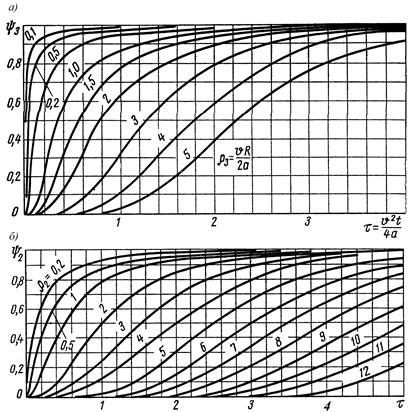
Рис. 25. Номограммы для определения коэффициентов теплонасыщения y3 для точечного источника в полубесконечном теле (а) и y2 для линейного источника в бесконечной пластине (б)
5. БЫСТРОДВИЖУЩИЕСЯ ИСТОЧНИКИ ТЕПЛОТЫ
В сварочной технике все чаще применяются мощные источники теплоты, осуществляющие сварку с весьма большими скоростями. В предельном случае, когда q и v стремятся к бесконечности, в то время как отношение q / u сохраняет некоторое конечное значение (q ®¥; u ®¥; q / u =const), распространение теплоты приобретает особенности, позволяющие значительно упростить расчетные схемы. В частности, скорость распространения теплоты в теле за счет теплопроводности, можно считать пренебрежимо малой по сравнению со скоростью перемещения источника теплоты. Тогда тепловые потоки вдоль оси х (параллельно направлению движения источника нагрева) можно не учитывать и предполагать, что теплота распространяется только перпендикулярно ему. Это позволяет снизить размерность задачи и упрощает расчетные выражения. Сопоставление расчетных и экспериментальных данных показало, что схема быстродвижущегося источника теплоты применима при скорости перемещения электрической дуги или электронного луча более 20…25 м/ч.
Определение температурного поля выполняют по уравнениям:
для точечного источника
 ; (5.1)
; (5.1)
для линейного источника
 . (5.2)
. (5.2)
где t – время, отсчитываемое от момента, когда источник тепла пересек плоскость y00z0, в которой находится рассматриваемая точка; y0 , z0 – неподвижные координаты рассматриваемой точки.
Применительно к рассматриваемым схемам можно аналитическим способом выразить связь между координатами точек изотермы определенной температуры. Заменив в формулах (5.1) и (5.2) ut на [- x ] и направление оси х на обратное, можно получить соответственно следующие уравнения поверхностных изотерм температурного поля быстродвижущихся точечного и линейного источников (без учета отдачи тепла поверхностью):
 ; (5.3)
; (5.3)
 . (5.4)
. (5.4)
Схема предельного состояния процесса распределения тепла в полубесконечном теле на плоскости z = 0 показана на рис. 26. По распределению температур по оси все изотермы от Т = 0 до Т = ∞ сходятся в точке 0, в которой действует источник тепла. Физически это невозможно. Поэтому схема быстродвижущегося источника тепла совершенно не позволяет оценивать тепловые процессы перед источником, но позволяет проще и с относительно небольшой погрешностью определять температурные поля позади источника, в области охлаждения.
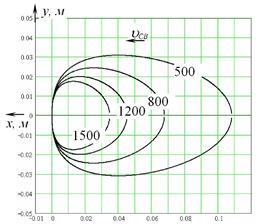
Рис. 26. Распределение температур в плоскости х0у для схемы быстродвижущегося источника
Материал, его теплофизические свойства и параметры режима сварки определяются в соответствии вариантом по таблицам в приложениях А, Б.
Для заданного материала и режима сварки по соответствующей схеме определим изотермы Т1, Т2 , Т3 и Т4 (табл. 5.1) на поверхности тела в плоскости х0у.
Таблица 5.1.
Значения расчетных температур
| Шифр | Материал | Температура, К | |||
| Т1 | Т2 | Т3 | Т4 | ||
| А | Низкоуглеродистая сталь | ||||
| Б | Нержавеющая хромоникелевая сталь | ||||
| В | Медь | ||||
| Г | Алюминий | ||||
| Д | Титан |
Результаты расчета приведем в виде табличных данных и графиков 4-х изотерм на миллиметровой бумаге формата А4 (рис. 26).
Контрольные вопросы.
1. Цели расчета тепловых процессов при сварке
2. Схемы нагреваемого тела
3. Основные теплофизические величины. Определения. Зависимость теплофизических свойств от температуры. Выбор численных значений теплофизических величин для тепловых расчетов при сварке.
4. Изотерма. Форма и размеры при расчетах процессов нагрева неподвижными, подвижными и быстродвижущимися источниками.
5. Формы изотерм при нагреве тел разной геометрии.
6. Закон теплопроводности Фурье.
7. Поверхностная теплоотдача, зависимость коэффициента теплоотдачи от температуры
8. Граничные условия 1, 2, 3 - го рода.
9. Источники теплоты. Классификация по продолжительности действия, скорости перемещения, распределенности в пространстве.
10. Закон распределения теплоты в пределах источника. Диаметр пятна нагрева. Коэффициент сосредоточенности теплового потока.
11. Распределение теплового потока и проникающая способность дуги, газового пламени, электронного луча. Критерии выбора источников теплоты для сварки и предварительного подогрева.
12. Влияние ограниченности размеров тела на процесс распространения теплоты (нагрев при движении источника теплоты вблизи теплоизолированной границы или от края тела).
13. Упрощения реальных процессов при расчетах сварочного нагрева.
14. Стадии изменения тепловых полей от движущихся источников теплоты, критерии начала или окончания каждой стадии.
15. Какое влияние оказывают параметры режима сварки и теплофизические свойства металла на форму и размеры изотерм.
16. Почему сварку меди и алюминия выполняют концентрированными источниками теплоты?
17. Выбор схемы тела и источника в зависимости от толщины свариваемых элементов и интенсивности источника нагрева
18. Коэффициент температуроотдачи. В каком случае учет теплоотдачи с поверхности более значим: при сварке толстых или тонких пластин.
19. Как по изотермам можно определить размеры сварочной ванны; ширину зоны, нагревавшейся до определенной температуры.
20. Что подразумевают под " фиктивным источником (стоком)" теплоты. С какой целью используется эта схема.
21. Что такое температура предельного состояния? Какие факторы влияют на значение этой температуры?
22. Безразмерные критерии расстояния и времени.
23. Коэффициент теплонасыщения. Способ его определения.
24. Особенности расчета по схеме быстродвижущегося источника теплоты. Физический смысл принимаемых допущений.
25. Термический цикл точки тела при однопроходной сварке. Сравнить термические циклов двух точек, расположенных на разном расстоянии от линии движения источника.
26. Мгновенная скорость охлаждения. Причины для ее расчета. Как ее найти по построенным Вами графикам температурного поля.
27. Длительность пребывания металла выше заданной температуры. Причины для ее расчета. Как ее найти по построенным Вами графикам температурного поля.
28. Причины нагрева электрода при ручной дуговой сварке.
29. Выбрать сочетание схемы тела и источника для:
сварки листов толщиной 8 мм автоматической дуговой сваркой под флюсом;
заварки ручной дуговой сваркой трещины в чугунной станине станка толщиной 80 мм;
сварки листов толщиной 40 мм электронным лучом;
нагрева листов толщиной 6 мм пламенем газовой горелки;
ручной дуговой сварки стальных листов толщиной 10 мм;
контактной стыковой сварки стержней сопротивлением.
30. Приведите расчетное выражение для оценки приращения температуры при действии:
мгновенного точечного источника на поверхности полубесконечного тела;
мгновенного линейного источника в пластине;
мгновенного плоского источника в стержне;
подвижного точечного источника на поверхности полубесконечного тела;
подвижного линейного источника в пластине;
подвижного точечного источника в плоском слое.
Требования к расчетно-пояснительной записке.
Расчетно-пояснительная записка оформляется в соответствии с методическими указаниями. Содержательная часть должна включать: краткие теоретические сведения, необходимые для выполнения работы; вариант с условием задачи и исходные данные (на отдельной странице); результаты вычислений по заданию соответствующего раздела в виде таблиц и графиков; выводы.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Фролов В.В. Теория сварочных процессов / Под ред. В.В. Фролова. М.: Высшая школа, 1968. 559 с.
2. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. Н.Н. Рыкалин. М.: Машгиз, 1951. 296 с.
3. Петров Г.Л. Теория сварочных процессов. Г.Л. Петров, А.С. Тумарев. Киев.: Высшая школа, 1977. 392 с.
ПРИЛОЖЕНИЕ А
Расчетные теплофизические коэффициенты для различных металлов и сплавов
| № п/п | Материал | Температура плавления, К | Коэффициент теплопроводности (l), Дж /(м·с·К) | Объемная теплоемкость (сr), Дж/(м3·К) | Коэффициент температуро-проводности (а), м2/с |
| Малоуглеродистые и низколегированные стали | 5∙ 106 | 8∙ 10-6 | |||
| Нержавеющие аустенитные стали | 5∙ 106 | 6∙ 10-6 | |||
| Алюминий | 2, 5∙ 106 | 1∙ 10-4 | |||
| Технический титан | 3∙ 106 | 5∙ 10-6 | |||
| Сплав ХН78Т | 5∙ 106 | 5∙ 10-6 | |||
| Никель | 5∙ 106 | 11, 6∙ 10-6 | |||
| Алюминиевый сплав АМг6 | 2, 5∙ 106 | 6, 4∙ 10-5 | |||
| Магниевый сплав МА-5 | 2, 25∙ 106 | 6∙ 10-5 | |||
| Титановый сплав ВТ6 | 3, 8∙ 106 | 4, 7∙ 10-6 |
ПРИЛОЖЕНИЕ Б
Параметры режима сварки
| № пп | Способ сварки | Толщина материала, м | Режим сварки | Коэффициент теплоотдачи, (α), Вт/(м2∙ К) | ||
| I св, А | U д, В | υ св, м/с | ||||
| Ручная дуговая | 0, 002 | 0, 001 | Используется для пластины и плоского слоя. Вычисляется в соответствии с указаниями на стр. 39. | |||
| Ручная дуговая | 0, 002 | 0, 0015 | ||||
| Ручная дуговая | 0, 003 | 0, 001 | ||||
| Ручная дуговая | 0, 004 | 0, 001 | ||||
| Ручная дуговая | 0, 004 | 0, 0015 | ||||
| Ручная дуговая | 0, 010 | 0, 0015 | ||||
| Ручная дуговая | 0, 010 | 0, 001 | ||||
| Ручная дуговая | 0, 020 | 0, 001 | ||||
| Дуговая под флюсом | 0, 010 | 0, 002 | ||||
| Дуговая под флюсом | 0, 010 | 0, 0025 | ||||
| Дуговая под флюсом | 0, 015 | 0, 003 | ||||
| Дуговая под флюсом | 0, 020 | 0, 002 | ||||
| Дуговая под флюсом | 0, 020 | 0, 0025 | ||||
| Дуговая под флюсом | 0, 030 | 0, 003 | ||||
| Дуговая под флюсом | 0, 008 | 0, 002 | ||||
| Дуговая под флюсом | 0, 010 | 0, 002 | ||||
| Дуговая в защитных газах | 0, 001 | 0, 001 | ||||
| Дуговая в защитных газах | 0, 004 | 0, 002 | ||||
| Дуговая в защитных газах | 0, 010 | 0, 002 | ||||
| Дуговая в защитных газах | 0, 020 | 0, 003 | ||||
| Электронно-лучевая | 0, 003 | 0, 15 | 0, 003 | |||
| Электронно-лучевая | 0, 005 | 0, 2 | 0, 0025 | |||
| Электронно-лучевая | 0, 010 | 0, 25 | 0, 002 | |||
| Электронно-лучевая | 0, 020 | 0, 35 | 0, 0025 | |||
| Электронно-лучевая | 0, 025 | 0, 3 | 0, 002 |
ОГЛАВЛЕНИЕ
| Введение | |
| 1. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ | |
| 1.1. Схемы нагреваемого тела | |
| 1.2. Основные теплофизические величины, понятия и определения | |
| 1.3. Поверхностная теплоотдача и краевые условия | |
| 1.4. Источники теплоты | |
| 1.5. Сварочные источники теплоты | |
| 1.6. Влияние режима сварки и теплофизических свойств металла на поле температур | |
| 1.7. Ширина зоны нагрева | |
| 1.8. Термический цикл при однопроходной сварке и его основные характеристики. Максимальные температуры | |
| 1.9. Мгновенная скорость охлаждения при данной температуре | |
| 2. Расчеты тепловых процессов при нагреве тел сварочными источниками теплоты | |
| 3. Вычисление температурного поля | |
| 4. Период выравнивания температуры | |
| 5. Быстродвижущиеся источники теплоты | |
| Библиографический список | |
| Приложение А | |
| Приложение Б | |
Учебное издание
Петренко Владимир Романович
Чумарный Владимир Петрович
Булков Алексей Борисович