Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Производство издания на операционном оборудовании
|
|
Изготовление тетрадей
1. Разрезка отпечатанных листов.
Для разрезки отпечатанных и чистых бумажных листов, а также для их подрезки, применяют одноножевые бумагорезальные машины.
Схема разрезки листов в стопе
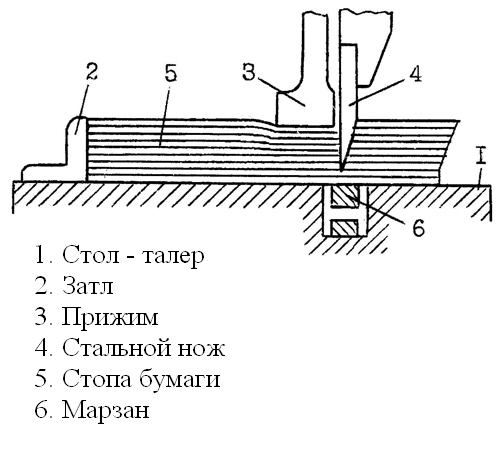
Технология разрезки стопы сводится к следующему: после соответствующей подготовки машины или установки программы на необходимый технологический режим стопа листов сталкивается и укладывается на стол машины, продвигаясь вплотную к затлу. При включении машины на стопу вначале опускается прижимная балка, предохраняющая листы от смещения во время резки, а затем опускается нож (совершающий сабельное или сабельно-вертикальное движение), разрезая стопу на две части. В целях обеспечения надлежащей резки нижних листов нож опускается ниже поверхности стола и немного врезается в специальную планку (полимерный марзан), находящуюся в прорези стола. После первого реза нож и вслед за ним балка поднимаются в верхнее положение.
2. Фальцовка листов. Фальцовка – операция получения заданного формата и конструкции тетради сгибанием листа в определенном порядке с образованием и фиксированием сгибов. По числу сгибов фальцовка может быть одно-, двух-, трех- и четырехсгибной. В зависимости от количества сгибов их взаимного расположения и положения на листе, существует несколько вариантов фальцовки:
а. перпендикулярная;
б. параллельная;
в. комбинированная.
Вариант фальцовки выбирают для каждого конкретного случая заранее, при проектировании формных и печатных процессов в зависимости от многих условий: назначения издания, его объема, формата, толщины тиражной бумаги. Для книжно-журнальных изданий наибольшее применение получила перпендикулярная трех - и четырехсгибная фальцовка. Чем толще бумага, тем меньше число сгибов:
| Толщина | Фальцовка |
| До 70 гр./м2. | Четырехсгибная |
| 70–100 гр./м2. | Трехсгибная |
| Свыше 100 гр./м2 | Двухсгибная |
| Около 180 гр./м2. | Перфорация |
Фальцовка листов осуществляется на автоматических фальцевальных машинах различных типов. Машина включает: самонаклад, соединенные между собой фальцевальные аппараты и приемку или приемно-прессующее устройство. По способу фальцовки автоматы подразделяются на ножевые, кассетные и комбинированные – кассетно-ножевые.
Схема ножевого и кассетного способов фальцеобразования

В ножевых автоматах сгиб образуется в каждом фальцаппарате с помощью тупого ножа и фальцующих валиков. Лист, двигаясь по столу аппарата, доходит до упора и останавливается. В это время опускается нож, под действием которого лист прогибается через прорезь стола и захватывается непрерывно вращающимися фальцующими валиками. Таким же способом получают последующие сгибы. Только перпендикулярная фальцовка.
В кассетных автоматах каждый сгиб образуется при помощи фальцующих валиков и кассеты. Лист направляется вращающимися валиками в кассету. Дойдя до упора, передняя кромка листа останавливается, но подающие валики продолжают перемещать оставшуюся часть листа. Благодаря этому лист изгибается и образуется петля, которая захватывается вращающимися фальцующими валиками и уплотняется.
Комбинированные фальцевальные автоматы обычно включают для получения первых сгибов листа кассетные аппараты, а последующих – ножевые аппараты. После фальцовки тетради подвергаются прессованию. Прессование способствует нормальному выполнению последующих операций, повышает компактность и долговечность издания. Эта операция выполняется в фальцевальном аппарате или вне его.
Комплектовка изданий и блоков
Комплектовка блока – это его сборка из отдельных тетрадей, обеспечивающая порядковую нумерацию страниц всего издания.
1. Комплектовка изданий вкладкой. Тетради вкладывают одна в другую, а за тем их помещают в обложку, то есть комплектуется все издание. Этот способ комплектовки широко используется при изготовлении малообъемных, простых по конструкции книжно-журнальных изданий с кратким сроком службы, содержащих, в зависимости от массы бумаги, 64–80 страниц. Он обеспечивает простоту изготовления изданий малым количеством операций. При большом количестве тетрадей чрезмерно утолщается корешковая часть издания, и оно приобретает некомпактный вид.
2. Комплектовка блоков подборкой. Книжно-журнальные блоки для соединения их после скрепления с обложкой или переплетной крышкой комплектуют обычно подборкой – тетради накладывают последовательно друг на друга в стопку. Этот способ позволяет комплектовать блоки любого объема, использовать различные способы их скрепления и по-разному обрабатывать корешки блоков.
Схема комплектовки блоков на подборочной машине
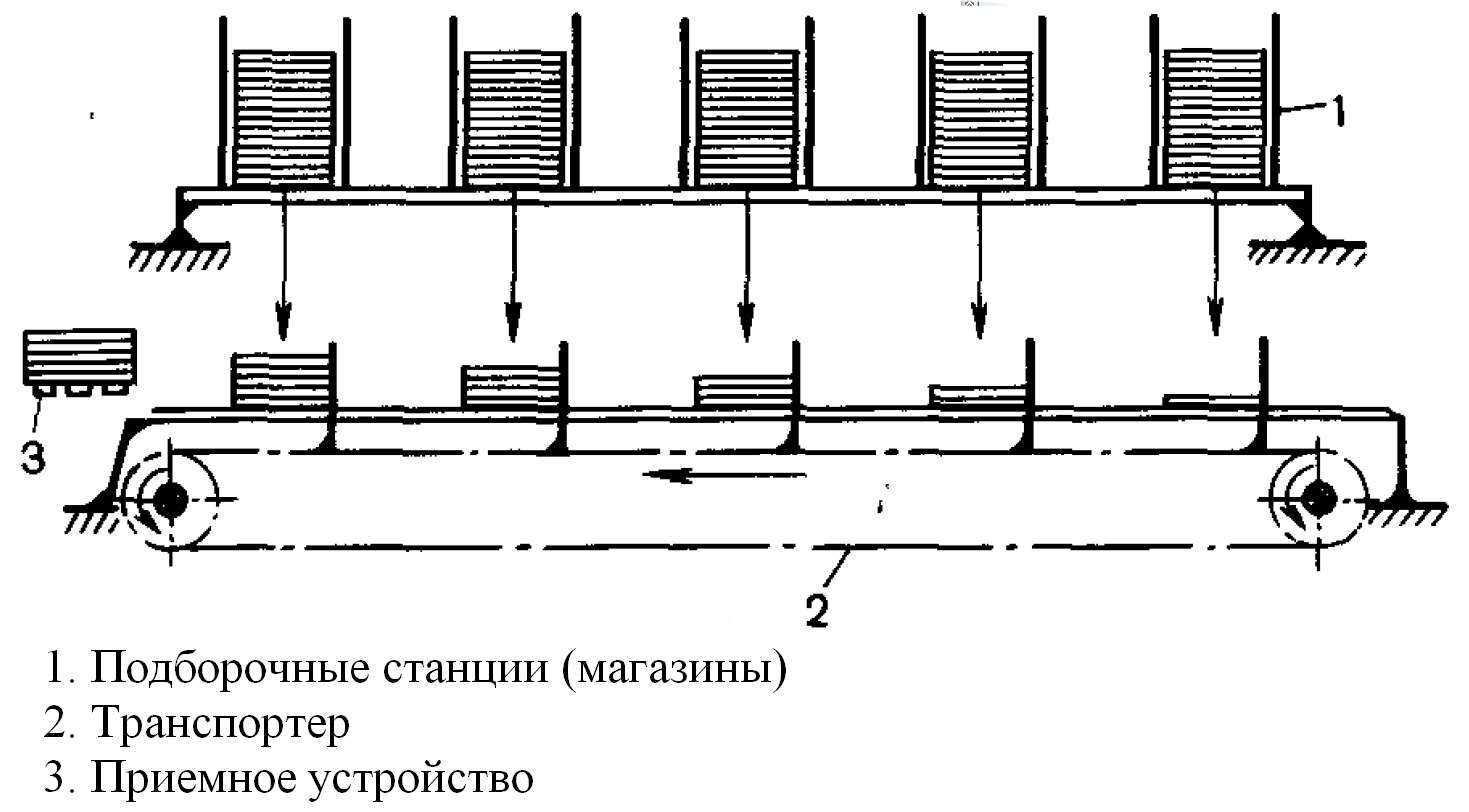
В магазины загружают стопки тетрадей в порядке последовательности их комплектовки. Во время работы транспортер непрерывно движется, механизмы подачи предают на него одновременно из всех магазинов по одной, обычно нижней, тетради. За время одного цикла работы машины транспортер совершает путь от одного магазина к другому; при этом наложенные на него тетради оказываются напротив очередных магазинов. Таким образом, после каждого перемещения транспортера от одного магазина к другому, в его конце образуется подобранный блок, который выводным устройством передается на приемный стол. Правильность подборки автоматически контролируется по корешковым меткам тетрадей. Машины выпускаются с определенным числом секций, обычно кратным шести.
Скрепление изданий и блоков
1. Способы скрепления. После обрезки готового блока, или издания, все его листы должны прочно удерживаться в корешке. Этого достигают скреплением, от которого во многом зависит прочность, долговечность изделия и удобство пользования им. В брошюровочном производстве применяют разные способы скрепления изданий и блоков, разделяющиеся на две группы.
а. Потетрадный способ:
а. Швейный:
– проволокой;
– нитками.
б. Поблочный способ:
а. Швейный:
– проволокой;
– нитками.
б. Бесшвейный:
– Клеевой;
– Механический.
в. Комбинированный:
– Швейно-клеевой.
Способ скрепления для конкретного издания определяется при проектировании технологии изготовления, в зависимости от его объема и формата, назначения издания, технической оснащенности предприятия и других условий.
2. Поблочное шитье проволокой. Используется обычно для изданий малого и среднего срока службы и проводится двумя способами: внакидку и втачку. Издания, скомплектованные вкладкой, сшивают внакидку; при этом проволочные скобы проходят через сгиб корешка обложки и загибаются внутрь издания. Число скоб (1–3) зависит от формата продукции.
Блоки, скомплектованные подборкой, сшивают втачку. Блок прошивают проволочными скобами на некотором расстоянии (4–5 мм) от края корешка. Скрепление высокопроизводительное, простое и достаточно надежное, однако при этом уменьшаются размеры корешковых полей, и не обеспечивается удобное открывание издания. Этот вид скрепления предназначен для изданий среднего объема, выпускаемого в обложках.
Для шитья проволокой применяют простые по конструкции проволокошвейные машины, принцип работы которых сводится к следующему: подаваемая с катушек проволока (толщиной 0, 4–0, 8 мм) поступает в швейные аппараты, которые отрубают от нее куски нужной длины и формируют из них скобы. Загнутые под прямым углом ножки скоб проходят через всю толщину прошиваемого блока и загибаются с противоположной стороны специальным устройством.
3. Шитье нитками – наиболее распространенный способ потетрадного скрепления блоков среднего и большого объема, особенно для изданий, выпускаемых в переплетных крышках. Книжные блоки, сшитые этим способом, наиболее прочны и долговечны и позволяют применять агрегаты и поточные линии для обработки из корешков. Нитками можно сшивать и поблочно – внакидку и втачку.
Потетрадное шитье блоков проводится на ниткошвейных машинах, которые подразделяются по степени автоматизации выполняемых операций на:
а. полуавтоматы с ручной подачей тетрадей в швейное устройство и ручными выполнением некоторых других операций;
б. автоматы с автоматической подачей тетрадей и программным управлением.
Отечественные машиностроение выпускало ниткошвейные полуавтоматы и автоматы марки БНШ. Скорость работы на них составляет 6–9 тыс. циклов в час.
4. Бесшвейное скрепление. Блоки скрепляются с помощью различных механических устройств или клеевыми пленками. Механическое скрепление – скрепление пружинами, замками-зажимами, спиралями и т.д. Этим способом скрепляют альбомы, календари, каталоги, проспекты и другую рекламную продукцию.
Бесшвейное клеевое скрепление блоков стало возможным благодаря созданию синтетических клеев с необходимыми для этих целей свойствами: быстрым закреплением, эластичностью и прочностью получаемой пленки.
Известно несколько вариантов клеевого скрепления блоков, но наибольшее применение нашел способ, предусматривающий срезку корешковых фальцев. Сущность его заключается в следующем: скомплектованный подборкой из шестнадцати- или тридцатидвухстраничных тетрадей блок подается в специальную машину, где он зажимается двумя плоскостями. Заем фреза с резцами из твердых сплавов полностью срезает (на 3–4 мм) корешковые фальцы тетрадей. После этого торец, состоящий из отдельных листков, торшонируется (разрыхляется), и после очистки от бумажной пыли на него наносится клей.
На прочность бесшвейного клеевого скрепления оказывают влияние многие факторы: качество подготовки поверхности корешка к нанесению клея; свойства бумаги (состав по волокну, степень проклейки и т.д.); состав и количество наносимого клея. Клеевое скрепление блоков, по сравнению со швейным способом, имеет большие технико-экономические преимущества: снижается трудоемкость скрепления, облегчается труд рабочих, повышается производительность, сокращаются сроки выпуска изданий; но при этом они менее прочны и долговечны.
5. Швейно-клеевое скрепление – клеевое скрепление блоков, скомплектованных подборкой из тетрадей, предварительно прошитых термонитями. Тетради прошиваются при их фальцовке на специализированных фальцевальных автоматах со встроенным швейным устройством перед последней фальцевальной секцией. Прошивка производится специальными термоплавкими нитями изнутри тетради. Из них (нитей) формируется П-образный стежок, концы которого припрессовываются к внешней стороне тетради. Из скрепленных термонитями тетрадей комплектуются книжные блоки, которые проклеиваются клеем.
|
|