Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
П. 11. 2. Контроль сварных соединений с применением электроконтактов
|
|
П.11.2.1. Контролируемый участок, режимы намагничивания.
На рис.П.11.1 показано расположение электроконтактов 1а-1б и контролируемого участка КУ (обведен штриховой линией). Длина  КУ зависит от расстояния
КУ зависит от расстояния  между точками установки электроконтактов. Прилегающие к электроконтактам зоны
между точками установки электроконтактов. Прилегающие к электроконтактам зоны  , ширина которых примерно равна 20 мм, являются зонами невыявляемости дефектов. Длина
, ширина которых примерно равна 20 мм, являются зонами невыявляемости дефектов. Длина  . Ширина
. Ширина  контролируемого участка может быть определена по следующим рекомендациям:
контролируемого участка может быть определена по следующим рекомендациям:
 для постоянного, импульсного и выпрямленных токов;
для постоянного, импульсного и выпрямленных токов;
 для переменного тока.
для переменного тока.

Рис.П.11.1. Схема расположения контролируемого участка длиной шириной при контроле
сварного шва с применением электроконтактов:
 - зоны невыявляемости дефектов (
- зоны невыявляемости дефектов ( 20 мм); 1а, 1б - электроконтакты; - расстояние между точками установки электроконтактов; КУ - контролируемый участок (обведен штриховой линией)
20 мм); 1а, 1б - электроконтакты; - расстояние между точками установки электроконтактов; КУ - контролируемый участок (обведен штриховой линией)
Оптимальное расстояние между электроконтактами 50...200 мм. Наибольший ток, пропускаемый с помощью электроконтактов, 2000 А. Силу тока, пропускаемого по объекту с помощью электроконтактов, в первом приближении можно определить по формуле
 (А),
(А),
где  - расстояние между точками установки электроконтактов, мм.
- расстояние между точками установки электроконтактов, мм.
С учетом толщины свариваемых деталей ток можно определять по формулам
при толщине детали до 18 мм  , (А),
, (А),
при толщине детали более 18 мм  , (А).
, (А).
П.11.2.2. Контроль протяженного сварного шва с применением электроконтактов.
На рис.П.11.2 показана схема последовательной установки электроконтактов 1а-1б, 2а-2б, 3а-3б при контроле СПП протяженного сварного шва с использованием постоянного или выпрямленного тока с целью выявления поперечных дефектов (показаны стрелками). Для обеспечения перекрытия КУ (1, 2, 3, 4) расстояние между электроконтактами 2а и 1б, 3а и 2б,..., должно быть не менее 20 мм. Силу тока определяют в соответствии с рекомендациями п.П.11.2.1.
Рис.П.11.2. Схема перестановки электроконтактов при контроле СПП по участкам протяженного сварного шва для обнаружения продольных трещин (показаны стрелками). 1а-1б,...3а-3б - положение электроконтактов на участках контроля; 1...4 - контролируемые участки.
При контроле СПП, а также при контроле СОН с использованием переменного тока чередование электроконтактов на контролируемых участках на результаты контроля влияния не оказывает.
П.11.2.3. Контроль сварного шва импульсным током с применением электроконтактов.
Для выявления продольных дефектов при намагничивании импульсным током сварные швы проверяют двумя способами: СПП или СОН. При контроле способом приложенного поля по участку сварного шва пропускают импульсный ток с одновременным нанесением магнитной суспензии. Осмотр шва с целью обнаружения дефектов проводят после выключения тока.
При контроле способом остаточной намагниченности сначала намагничивают по участкам весь сварной шов (рис.П.11.3), а затем наносят на него суспензию и осматривают. Расстояние между электроконтактами должно быть в пределах 50...200 мм. Силу тока определяют по графику зависимости силы тока от расстояния между электроконтактами (рис.П.11.4). Перестановку электроконтактов осуществляют, чередуя их между собой. Участки радиусом 3-5 мм вокруг точек установки электроконтактов намагничиваются неэффективно и дефекты на них не выявляются. Поэтому при намагничивании электроконтакты устанавливают рядом со сварным швом, т.е. вне зоны контроля, или эти участки проверяют отдельно.

Рис.П.11.3. Схема намагничивания по участкам сварного шва большой протяженности для выявления продольных трещин (указаны стрелками) импульсным полем. 1, 2, 3 - намагничиваемые участки; Э1, Э2 - места установки электроконтактов.
Рис.П.11.4. График зависимости импульсного тока от расстояния между электроконтактами
Для выявления поперечных дефектов электроконтакты устанавливают по обе стороны от сварного шва (см. рис.П.11.9). Сначала намагничивают первый участок, наносят суспензию и осматривают. Аналогично проверяют все другие участки на детали.
П.11.2.4. Контроль углового сварного шва в тавровом соединении для обнаружения продольных трещин.
Схема расположения электроконтактов на сварном шве в тавровом соединении для выявления продольных дефектов показана на рис.П.11.5.
Рис.П.11.5. Схема последовательной установки электроконтактов при контроле по участкам углового сварного шва в тавровом соединении для обнаружения продольных трещин (указаны стрелками): 1а-1б, 2а-2б - положение электроконтактов при контроле первого и второго участков.
Контроль сварного шва в этом случае проводят по участкам, устанавливая электроконтакты непосредственно на сварном шве, и переставляют их так, чтобы выполнялось условие перекрытия соседних КУ (см. рис.П.11.2). Силу тока определяют в соответствии с рекомендациями П.11.2.1.
П.11.2.5. Контроль наружного сварного шва углового соединения для выявления поперечных дефектов.
На рис.П.11.6 показана схема установки электроконтактов при контроле наружного сварного шва. Электроконтакты устанавливают на сваренных листах примерно на одинаковом расстоянии от сварного шва. Силу тока устанавливают по рекомендациям П.11.2.1. Такая установка электроконтактов обеспечивает выявление поперечных дефектов на сварном шве и в околошовных зонах. Контроль проводят способом приложенного поля.
Рис.П.11.6. Схема установки электроконтактов при контроле наружного сварного шва углового соединения для выявления поперечных дефектов (показаны стрелками): 1а, 1б - электроконтакты; КУ - контролируемый участок.
П.11.2.6. Контроль протяженного наружного сварного шва углового соединения для выявления продольных дефектов.
Схема установки электроконтактов при контроле протяженного сварного шва углового соединения показана на рис.П.11.7. Электроконтакты устанавливают непосредственно на сварном шве. Силу тока и расстояние между электроконтактами определяют по рекомендациям П.11.2.1. Такая установка электроконтактов обеспечивает выявление продольных трещин на сварном шве и в околошовной зоне.

Рис.П.11.7. Схема установки электроконтактов при контроле по участкам наружного протяженного сварного шва углового соединения для обнаружения продольных трещин (показаны стрелками): 1а-1б, 2а-2б - положение электроконтактов при последовательной их установке на участках сварного шва.
П.11.2.7. Контроль сварного шва нахлесточного соединения для выявления продольных дефектов.
На рис.П.11.8 показана схема перестановки электроконтактов для выявления продольных дефектов на сварном шве и околошовных зонах. Контроль ведется по трем участкам. Сначала устанавливают электроконтакты в положение 1а-1б для контроля первого участка - левой околошовной зоны. После окончания нанесения суспензии и осмотра устанавливают электроконтакты на сварной шов в положение 2а-2б, проводят его контроль. Затем электроконтакты устанавливают на вторую околошовную зону в положение 3а-3б и проводят ее контроль. Силу тока и расстояние между электроконтактами определяют по рекомендациям П.11.2.1.
Рис.П.11.8. Схема расположения электроконтактов для обнаружения продольных трещин (показаны стрелками) на сварном шве и в околошовных зонах нахлесточного сварного соединения: 1а-1б, 2а-2б, 3а-3б - положение электроконтактов на участках контроля.
П.11.2.8. Контроль протяженного сварного шва для обнаружения поперечных дефектов.
Контроль сварного шва для выявления поперечных дефектов проводят по участкам (рис.П.11.9). Для этого сварной шов размечают на участки. Сначала электроконтакты устанавливают в положение 1а-1б и проверяют первый контролируемый участок (КУ) длиной , шириной . Затем электроконтакты устанавливают в положение 2а-2б, пропускают ток, наносят магнитную суспензию и осматривают. Далее проверяют все другие участки. Силу тока, размеры КУ определяют по рекомендациям П.11.2.1. Расстояние между точками установки электроконтактов 1а-2а-3а на соседних участках устанавливают равным примерно ( ) мм, что обеспечивает перекрытие
) мм, что обеспечивает перекрытие  соседних КУ.
соседних КУ.
Рис.П.11.9. Схема последовательного положения электроконтактов при контроле протяженного сварного шва для обнаружения поперечных трещин на сварном шве и в околошовных зонах (показаны стрелками): 1а-1б, 2а-2б, 3а-3б, 4а-4б - положение электроконтактов на участках контроля; , - ширина и длина контролируемого участка; - зона перекрытия соседних контролируемых участков.
П.11.2.9. Контроль нахлесточного сварного соединения для выявления поперечных трещин в сварном шве и околошовных зонах.
Контроль нахлесточного сварного соединения проводится по контролируемым участкам. Сварной шов и околошовные зоны размечаются по участкам. На рис.П.11.10 показано положение электроконтактов на трех участках. Сначала проверяют первый КУ. Для этого электроконтакты устанавливают в положение 1а-1б, пропускают ток, наносят суспензию и осматривают первый КУ. Проводят контроль второго КУ, установив электроконтакты в положение 2а-2б. Пропускают ток, наносят суспензию и осматривают.
Рис.П.11.10. Схема расположения электроконтактов при обнаружении поперечных трещин (показаны стрелками) на сварном шве и в околошовных зонах нахлесточного сварного соединения: 1а-1б, 2а-2б, 3а-3б - положение электроконтактов при контроле трех участков контроля.
Затем проверяют все другие КУ. Силу тока, размеры КУ, зоны перекрытия соседних участков определяют по рекомендациям П.11.2.1.
П.11.2.10. Контроль углового сварного шва в тавровом соединении для выявления поперечных трещин.
Схема положения электроконтактов при контроле углового шва показана на рис.П.11.11. Продольные оси электроконтактов должны быть примерно перпендикулярны проверяемым поверхностям. Расстояние между электроконтактами, силу тока, размеры КУ определяют по рекомендациям П.11.2.1.
Рис.П.11.11. Схема установки электроконтактов 1а и 1б при контроле углового сварного шва в тавровом соединении для выявления поперечных трещин (указаны стрелками): 1 - участок контроля.
П.11.2.11. Контроль протяженных сварных швов методом перекрестной установки электроконтактов для выявления различно ориентированных дефектов.
Для выявления различно ориентированных дефектов сварной шов проверяют дважды: а) пропусканием тока вдоль сварного шва для выявления продольных дефектов; б) пропусканием тока в направлении, перпендикулярном сварному шву - для выявления поперечных дефектов.
Для выявления различно ориентированных дефектов применяют также третий способ, при котором каждый контролируемый участок проверяют дважды, намагничивая его в двух направлениях. Только после контроля предыдущего участка приступают к проверке последующего участка. Схема установки электроконтактов, расположение КУ, их размеры при таком способе показаны на рис.П.11.12. Первый участок проверяют в таком порядке: устанавливают электроконтакты в положение 1а-1б, намагничивают, наносят суспензию, КУ осматривают. Затем электроконтакты устанавливают в положение 2а-2б, намагничивают, наносят суспензию и снова осматривают с целью обнаружения дефектов. Аналогично проверяют все другие участки. При выборе режимов намагничивания руководствуются рекомендациями П.11.2.1.
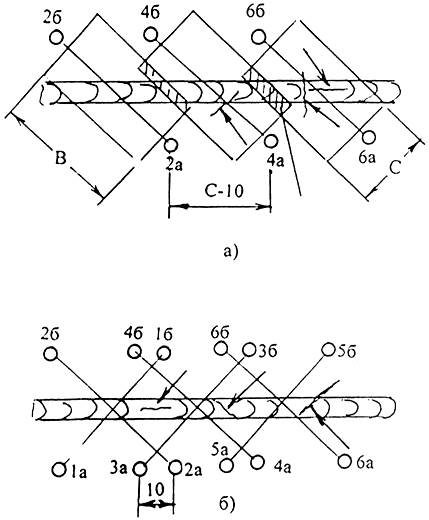
Рис.П.11.12. Схема последовательной перекрестной установки электроконтактов на протяженном сварном шве для выявления разно ориентированных трещин (указаны стрелками) на сварном шве и околошовных зонах: а) схема расположения электроконтактов и участков контроля; б) схема последовательной перекрестной перестановки электроконтактов на сварном шве. 1а-1б,...6а - 6б - места установки электроконтактов. , - ширина и длина контролируемого участка.
|
|