Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет численности работающих. Расчет численности работающих, необходимых для осуществления технологического процесса, производится по каждой их категории: основные рабочие; вспомогательные
|
|
Расчет численности работающих, необходимых для осуществления технологического процесса, производится по каждой их категории: основные рабочие; вспомогательные рабочие; служащие; администрация.
Расчет основных рабочих по трудоемкости годового объема производства ведется по формуле
 ,
,
где Рсп - списочное число основных рабочих, чел;
Фэф - эффективный фонд времени среднесписочного основного рабочего, час. (1820 часов).
В базовом варианте:
 чел.
чел.
В проектном варианте:
 чел.
чел.
Расчет численности вспомогательных рабочих, инженерно-технических работников, служащих и младшего обслуживающего персонала, производим из соотношения между категориями работающих. Количество вспомогательных рабочих составляет 100% от числа основных рабочих в зависимости от типа производства и вида цеха. Количество ИТР, служащих и МОП определяется исходя из общего числа рабочих и составляет для ИТР: 8%, служащих: 2, 5%, МОП: 2%.
Таблица 3.1. Численность рабочих
| № варианта техпроцесса | Категория рабочих | Численность рабочих | Квалификационный разряд |
| (проектный) | Основные Вспомогательные ИТР Служащие МОП | 0, 33 0, 33 0, 026 0, 008 0, 007 | - - - |
| (базовый) | Основные Вспомогательные ИТР Служащие МОП | 0, 26 0, 26 0, 021 0, 007 0, 005 | - - - |
Планировки рабочих мест
Базовый вариант:
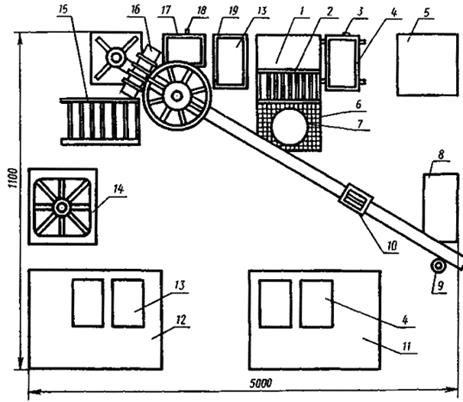
1 - сварочный стол; 2 - панель всасывания; 3, 4 - передвижной столик для тары с готовыми узлами; 5 - сварочный аппарат; 6 - диэлектрический мат; 7 - стул; 8 - тумбочка; 9 - стойка с цветной сигнальной лампочкой для вызова внутрицехового транспорта; 10 - механизм подачи проволоки сварочного полуавтомата; 11 - поддон для готовых узлов; 12 - поддон для тары с деталями; 13, 19 - передвижной столик для тары с деталями; 14 - манипулятор; 15 - стремянка для заправки сварочной проволоки; 16 - консольный кран; 17, 18 - столик для шкафа управления и складирования сварочной проволоки
Площадь участка S= 5000*1100 = 5500000 мм  = 5, 5 м
= 5, 5 м
Проектный вариант:
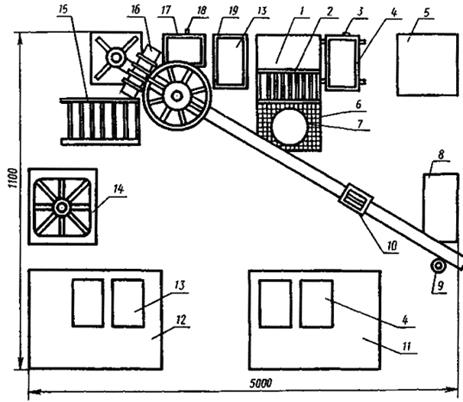
1 - сварочный стол; 2 - панель всасывания; 3, 4 - передвижной столик для тары с готовыми узлами; 5 - сварочный аппарат; 6 - диэлектрический мат; 7 - стул; 8 - тумбочка; 9 - стойка с цветной сигнальной лампочкой для вызова внутрицехового транспорта; 10 - механизм подачи проволоки сварочного автомата; 11 - поддон для готовых узлов; 12 - поддон для тары с деталями; 13, 19 - передвижной столик для тары с деталями; 14 - манипулятор; 15 - стремянка для заправки сварочной проволоки; 16 - консольный кран; 17, 18 - столик для шкафа управления и складирования сварочной проволоки
Площадь участка S= 5000*1100 = 5500000 мм = 5, 5 м
|
|