Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Вопрос № 2. Оборудование для упаковки в газопроницаемые пленки
|
|
Лекция № 28
по курсу «Технологическое оборудования мясной промышленности»
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ
Литература:
1. Ивашов В.И. Оборудование для переработки мяса – СПб.: ГИОРД, 2007. – 464 с.: ил. – (Технологическое оборудование предприятий мясной промышленности: Учеб. пособие: в 2 ч./ В.И. Ивашов; ч. 11).
План лекции:
1. Общие вопросы.
2. Оборудование для упаковки в газопроницаемые пленки.
3. Оборудование для упаковки в газонепроницаемые пленки.
4. Оборудование для упаковки мясного фарша.
Контрольные вопросы:
1. Какие материалы применяют для упаковки мясных продуктов? Какие способы упаковки используют в промышленности?
2. Опиши схему автомата для упаковки продуктов на подложке в термоусадочную пленку.
3. Как работают камерные вакуумупаковочные машины?
4. Из каких узлов состоят машины с упаковкой в термосформованные емкости?
5. Как устроен автомат для упаковки мясного фарша?
ВОПРОС № 1. ОБЩИЕ ВОПРОСЫ.
Упаковку как заключительную технологическую операцию в настоящее время широко применяют при производстве разнообразной продукции: мяса в отрубах и крупных кусках, потрошеных тушек птицы; полуфабрикатов натуральных и рубленых; колбасных изделий в батонах и нарезанных; сосисок и сарделек; соленостей.
Упаковка продукции позволяет защитить продукт от механического повреждения и загрязнения, от микробного загрязнения, замедляет или прекращает развитие микробов, исключает окислительные процессы, сохраняет аромат продукта. Важным фактором является сохранение массы продукта во время хранения и транспортировки.
Все перечисленные выше факторы позволяют существенно продлить сроки реализации упакованного продукта. Кроме того, расфасованная и упакованная продукция более удобна для складирования, перевозки и розничной реализации в современных магазинах. Существенное увеличение магазинов самообслуживания и предприятий «быстрого» питания стимулирует развитие технологий и техники упаковки, создание и производство разнообразных упаковочных материалов.
Упаковочные материалы (пленки) по своим свойствам должны соответствовать свойствам упаковываемого продукта. Основные требования к ним: механическая прочность, паро- и газонепроницаемость; стойкость по отношению к влаге и жиру. Они должны сохранять свои эксплуатационные свойства в диапазоне температур от —20 °С до 100 °С.
Применяют одно- и многослойные пленки. Однослойные пленки изготавливают из модифицированной целлюлозы (целлофановые) и из различных полимеров: полиэтиленовые, полипропиленовые, поливинилхлоридные (модифицированные), поливинилиденхлоридные, полиамидные (нейлоновые), полиэтилентере-фталатные (лавсан). Все эти пленки выпускают в нашей стране и за рубежом под различными фирменными названиями. Толщина однослойных пленок, в среднем, равна 0, 02...0, 03 мм.
Многослойные пленки имеют два и более слоев, скомбинированных из перечисленных выше материалов. Для некоторых продуктов используют многослойную пленку, покрытую алюминиевой фольгой. Толщина многослойных пленок, в среднем равна 0, 07…0, 12 мм. Одно- и многослойные пленки должны обладать свойствами термоусадки и термоформования. Термоусадка — уменьшение линейных размеров пленок при нагреве для более плотного их прилегания к продукту. В зависимости от вида пленок их размеры могут уменьшаться от 15 до 50%. Термоформование — вытяжка нагретой пленки под действием давления с образованием емкости для продукта. Глубина вытяжки у разных пленок лежит в пределах 30... 150 мм. Для разных продуктов применяют различные способы упаковки: в воздушной среде, в вакууме при давлении от 2 до 5 кПа, в регулируемой газовой среде. Для регулирования состава среды применяют азот N2, углекислый газ С02, оксид углерода СО в чистом виде или в различных комбинациях, в том числе и с воздухом.
Для реализации этих целей применяют упаковки в газопроницаемые и газонепроницаемые пленки.
ВОПРОС № 2. ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ В ГАЗОПРОНИЦАЕМЫЕ ПЛЕНКИ
Этим способом упаковывают фасованное мясо, мясные полуфабрикаты бескостные (говяжьи и свиные) в крупных кусках и мелкокусковые (бефстроганов, азу, гуляш и т. д.). В качестве упаковочного материала используют полиэтиленовые термоусадочные и лакированные целлофановые пленки. Продукты укладывают на предварительно сформированные лотки из различных полимерных материалов или картона. Упаковка в газопроницаемую пленку позволяет сохранять цвет мяса в течение 2...3 суток при температуре хранения 0...4°С. Для упаковки используют полуавтоматический агрегат А1-ФУБ, технологическая схема которого показана на рис. 1. Агрегат состоит из сварочного А и термоусадочного Б устройств. Продукт вручную загружают в лоток 12, который толкателем 11 продвигается в зону сварки. При этом верхняя 10 и нижняя 13 пленки, сваренные спереди, сматываются с бобин и закрывают сверху и снизу продукт и лоток. Лоток автоматически останавливается в позиции сварки,
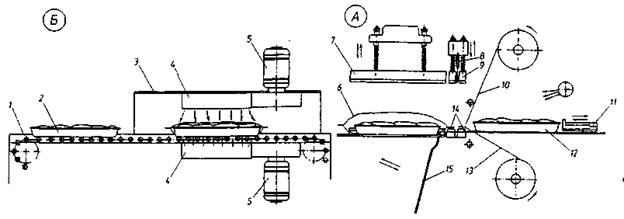
Рис. 1. Технологическая схема упаковочного полуавтомата А1-ФУБ:
1 — конвейер термоусадочной камеры; 2 — упакованная продукция; 3 — камера термоусадки; 4 — нагреватели; 5 — вентиляторы, 6 — напечатанный пакет, 7, 9 — прижимы продольные и поперечные, 8 — нож; 10, 13 — верхняя и нижняя пленки, 12 – лоток-подложка, 11 – толкатель, 14 – поперечные сварочные губки, 15 – толкатель: A — сварочное устройство; Б — термоусадочное устройство.
а толкатель отходит назад для захвата следующего лотка. После этого два продольных прижима 7 и два торцевых прижима 9 прижимают пленки к продольным и поперечным сдвоенным сварочным губкам, в нагревательные элементы которых подается импульс тока. Пленка сваривается по трем сторонам, причем с торца образуются два шва. Между этими швами нож 8 отрезает запечатанный пакет 6. который толкателем 15 передается на транспортер 1 термоусадочной камеры 3. Пленка снизу и сверху нагревается горячим воздухом, который вентиляторами 5 продувается через нагреватели 4, каждый из которых снабжен шестью ТЭНами. Продолжительность нагрева, зависящая от толщины пленки, регулируется скоростью транспортера и температурой воздуха.
Агрегат А1-ФУБ (рис. 2) состоит из подающего транспортера 5, сварочного 4 и термоусадочного 2 устройств. Он оснашен электрошкафами 1, 6 с пультом 9 правления и контроля.
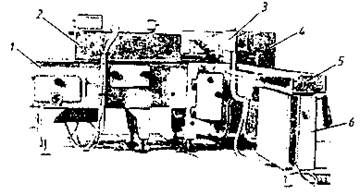
Рис. 2. Общий вид упаковочного полуавтомата А1-ФУБ:
1, 6 — электрошкафы. 2 — термоусадочное устройство; 3 — пульт управления; 4 — сварочное устройство; 5 — подающий транспортер.
Устройство для сварки и резки (рис. 3) состоит из поперечных 1 и продольных 9 сварочных губок, к которым ток подводится через клеммы 11. Губки закреплены на верхней плите 10 корпуса. Прижимы продольные 8 и поперечные 2 пружинами прикреплены к траверсе 6, которая соединена тягами 5 со штоком пневмоцилиндра. Между поперечными прижимами установлен отрезной нож 3. Агрегат работает в циклическом режиме.
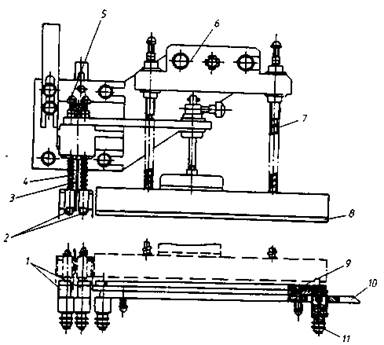
Рис. 3. Устройство для сварки и резки полуавтомата А1-ФУБ: 1, 9 — поперечные и продольные сварочные губки; 2, 8 — поперечные и продольные прижимы; 3— нож; 4, 7— пружины; 5 — тяги; 6 — траверса; 10— верхняя плита; 11 — клемма.
Устройство термоусадки (рис. 4) состоит из корпуса 6, в котором установлен цепной транспортер 1. Привод 8 транспортера состоит из электродвигателя, вариатора, редуктора и цепной передачи. На корпусе установлена термоусадочная камера 4, снабженная электрическими нагревателями 3 и вентиляторами 5, 7. Температура в камере регулируется логометром 2.
Производительность агрегата до 16 упаковок в 1 мин при массе порции до 0, 5 кг. Температура в камере 180°С, мощность всех систем 10 кВт. Масса агрегата 912 кг.
Агрегат А1-ФУБ включен в состав поточно-механизированной линии А1-ФЛУ, имеющей, кроме того, машину для нарезания полуфабрикатов, автомат для взвешивания и этикетировки упакованной продукции, стол для ручного укладывания продукции в лотки. Производительность линии до 16 упаковок в 1 мин. Обслуживают линию шесть человек.
Автоматизированные или полуавтоматизированные агрегаты для упаковки мясной продукции на лотках широко используют за рубежом. Эти агрегаты имеют производительность от 30 до 100 упаковок в 1 мин.
Другим способом упаковки охлажденного мяса кусками массой от 1 до 5 кг является завертывание его в пленку без подложки. По такому принципу построены машины серии РТ фирмы Нейсен (Англия). Продукт подается непосредственно к бобине с пленкой и обертывается ею в виде трубки с краями внахлест. Затем производится продольная, поперечная сварка и отрезание пакета, который идет на термоусадку. Производительность подобного автомата 80... 120 упаковок в 1 мин.

Рис. 4. Термоусадочное устройство:
1 — транспортер; 2 — логометр;.3 — электронагреватель; 4 - термоусадочная камера; 5, 7— вентиляторы; 6— корпус; 8 -привод транспортера.
|
|