Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Измерение отклонений формы и расположения поверхностей деталей машин
|
|
Цель работы: научиться измерять отклонения формы и расположения поверхностей деталей машин.
Используемый инструмент:
1. Штангенциркуль ШЦ – III – 160 – 0, 05 ГОСТ 165-80
2. Микрометр МК – 25 ГОСТ 6507 - 78
3. Нутромер НИ ГОСТ 9277 - 75
4. Индикаторы часового типа ИЧ – 10 – 0, 01 ГОСТ 577 – 68
Допуски формы и расположения можно разбить на 3 группы:
1. Группа допусков исключений (Ти) - допуск составляет 0, 3 от допуска на гладкое цилиндрическое соединение (допуск круглости, цилиндричности и допуск профиля продольного сечения)
2. Группа допусков форм Тф - допуск составляет 0, 6 от допуска на гладкое цилиндрическое соединение
3. Группа допусков расположений Тр - допуск составляет 1, 2 от допуска на гладкое цилиндрическое соединение
При нормировании допусков форм и расположений необходимо сначала произвести расчет по формулам
Ти = 0, 3 Т
Тф = 0, 6 Т
Тр = 1, 2 Т
соответственно каждой группе. Затем по таблицам выбирается стандартное значение, ближайшее к расчетному.
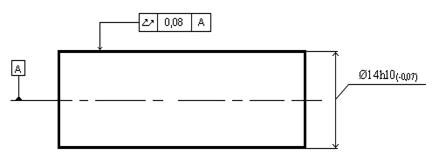
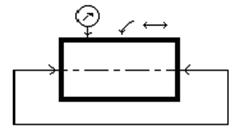
- Нормирование и измерение полного радиального биения (допуск расположения)
 Расчетное значение
Расчетное значение
 = =  мкм
Стандартное значение мкм
Стандартное значение
 = (см. табл. 45) = (см. табл. 45)
| Схема замера
 Измеренное значение
Измеренное значение
 = =
|
Вывод о годности:
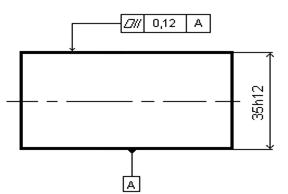
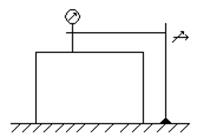
- Нормирование и измерение суммарного допуска плоскостности и параллельности (допуск формы)
 Расчетное значение
Расчетное значение
 = =  мкм
Стандартное значение
= мкм
Стандартное значение
=
| Схема замера
 Измеренное значение
Измеренное значение
 =
(см. табл. 17) =
(см. табл. 17)
|
Вывод о годности:
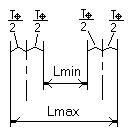
- Нормирование и измерение позиционного допуска
 под М9 под М9
 = =  k – позиционный коэффициент,
k – позиционный коэффициент,  Минимальный зазор Smin = Dmin – D сэ
Dсэ – диаметр соединяющего элемента
В данном случае болт с метрической резьбой М9 имеет наружный диаметр Dсэ = 9 мм.
Минимальный зазор Smin = Dmin – D сэ
Dсэ – диаметр соединяющего элемента
В данном случае болт с метрической резьбой М9 имеет наружный диаметр Dсэ = 9 мм.
| 
 = =
 = =
|
Схема замера

|
Di = ∆ Di + Dmin; где Dmin = 10 мм;
∆ D – отклонение от номинального размера
∆ D1 =  10 +
∆ D2 = 10 +
∆ D2 =  10 +
∆ D3 = 10 +
∆ D3 =  10 +
∆ D4 = 10 +
∆ D4 =  10 + 10 +
|
|
 =
l2 =
=
l2 =  =
l3i =
=
l3i =  =
=
Вывод о годности:
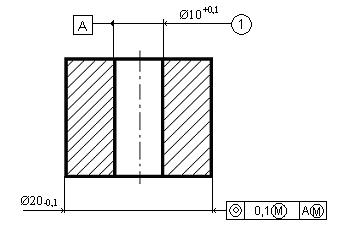
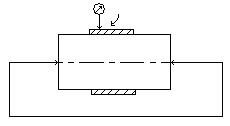
- Измерение зависимого допуска соосности
| Схема замера

|
Так как при изготовлении отверстия производится настройка на минимальный диаметр изготовления, то Dmin = 10 мм.
А при изготовлении валов настройка осуществляется на максимальный диаметр изготовляемой детали, то Dmax = 20 мм
Зависимый допуск определяется по формуле:
Тзав = Т © + S1 + S2
Где Т© - независимый допуск, определяемый как допуск соосности в радиальном или диаметральном значениях. Зависимый допуск на чертежах обозначается буквой М, обведенная окружностью. Значок зависимого допуска может стоять около базы, или около независимого допуска, или сразу в и там и там (как показано в примере лабораторной работы). Каждой букве М соответствует свой зазор. Если буква М стоит только около указания базы, то зазор считается для размера, где стоит база. Если буква М стоит около независимого допуска, то расчет ведется для размера, около которого база не указана. Если буква М стоит в обоих местах, то производится расчет двух зазоров.
S – зазор между диаметром изготовленной детали и максимальными (минимальными) размерами.
Зазор для валов вычисляется:
S1 = Dmax – D изм
Зазор для отверстий определяется:
S2 = Dизм – Dmin;
Тзав = Т © + S1 + S2
Вывод о годности:
|
|