Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Дефекты сварных швов.
|
|
Под сваркой понимается процесс получения неразъемных соединений заготовок за счет сближения их поверхностей на расстояние действия межатомных сил. Такое сближение поверхностей может быть достигнуто за счет совместной пластической деформации заготовок (холодная сварка) или расплавления контактирующих поверхностей (сварка плавлением). Наибольшее количество дефектов обнаруживается в случае сварки заготовок плавлением. Рассмотрим сущность одного из самых распространенных методов сварки плавлением - ручной электродуговой сварки (рис. 4).
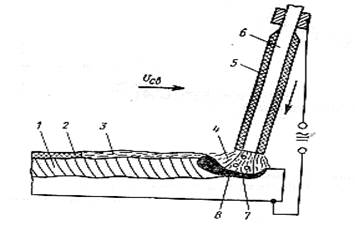
Рис. 4
Под воздействием электрической дуги- 7 стержень электрода -6 плавится, металл которого в виде капель поступает в металлическую ванну -8. При этом также плавится специальная обмазка 5, состоящая из мела, силикатного клея, шпата и ферросплавов, Это покрытие расходуемого электрода при плавлении образует газовую защитную атмосферу - 4 вокруг дуги и жидкую шлаковую ванну -5 на поверхности расплавленного металла. Движение электрода вправо (Vсв) смещает дугу и в расплавленном металле при охлаждении идет кристаллизация, что приводит к формированию сварного шва 1. Расплавленное покрытие электрода всплывает на поверхность и, охлаждаясь, образует на поверхности шва шлаковую твердую корку 2.
Сварочный шов и околошовная зона могут содержать ряд дефектов, характеристика которых будет рассмотрена ниже.
Трещины в наплавленном металле. Трещины в наплавленном металле шва могут быть продольными и поперечными (рис.5. а, 1, 2). Участок трещины, как правило, сильно окислен, цвет его - темный. Причины образования трещин: неправильно выбрана марка материала электрода; неудовлетворительное качество обмазки электрода; неправильный режим и техника сварки; высокие внутренние напряжения в шве из-за резкого охлаждении металла.

Рис. 5
Холодные трещины в шве и переходной зоне. Визломе они светлые или со слабыми цветами побежалости. Эти трещины (рис.5а, 3) возникают при охлаждении деталей в зоне пониженных температур. Чаще всего эти трещины возникают в переходной зоне вследствие неправильной техники сварки или неправильно выбранного материала электродов.
Шлаковые включения в металле шва. Неметаллические вещества (шлаки, оксиды), заполняющие небольшие объемы (рис.5б, 4). Величина их колеблется в широких пределах, а форма может быть самой различной.
Непровары. Незаполненные присадочным металлом объемы расчетного сечения шва и несплавление металла собственно шва с металлом свариваемого объекта (рис. 5б, 6). Несплавление связано с наличием тонкой окисной пленки или слоя шлаков между металлом шва и металлом объекта.
Поры и раковины. Имеют округлую или продолговатую форму (рис. 5б, 5). Образуются из-за повышенного содержания влаги в обмазке электрода, плохой зачистки кромок свариваемых заготовок, длинной дуги и повышенной скорости сварки. Они могут располагаться цепочками или отдельными группами.
Прожоги. Они обычно возникают при сварке тонкостенных изделий вследствие неравномерной скорости сварки, повышенной энергии электрической дуги, задержки дуги на одном месте.
Кратеры. Дефект такого рода появляется при обрыве дуги, имеет вид резких углублений в теле шва. Эти углубления могут служить сильными концентраторами напряжений
.
|
|