Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Подання формоутворення деталей у пристрої ЧПУ
|
|
Формоутворючі рухи часто відтворюються слідкуючими приводами подачі верстата. Слідкуючі приводи подачі розташовані так, щоб вони відповідали координатній системі верстата, в якій здійснюється у процесі обробки керований відносний рух інструмента та заготовки.
Визначимо склад та обсяг інформації, яку необхідно переробити пристроєм ЧПУ, на прикладі контурної обробки плоскої деталі. На вертикально-фрезерному верстаті з ЧПУ у декартових координатах обробляють плоске фасонне вікно кінцевою фрезою (рис. 6.5, а). Сукупними рухами по осях Х та Y приводів подачі стола та салазок верстата необхідно забезпечити складний відносний рух заготовки та інструмента (рис. 6.5, б). При цьому після вибору напрямку обходу вікна потрібно буде запрограмувати не відносний рух по контуру, заданому кресленням деталі (траєкторія 1, 2,..., 14, 1), а рух по еквідістанті заданого контуру (траєкторія 1¢, 2¢,..., 14¢, 1¢).
Еквідистанта – це траєкторія руху кінцевого елемента робочого органу (кінцевої фрези, токарного різця), яка віддалена від заданого контуру деталі на радіус його кінцевого елемента (фрези або різальної кромки різця).
Для опису еквідистанти траєкторію руху поділяють на елементарні ділянки, серед яких здебільшого виділяють прямі лінії та кола. Точки, які розташовані на стику елементарних ділянок, називають опорними.
Поділимо траєкторію 1¢, 2¢,..., 14¢, 1¢ на елементарні ділянки, які можна описати одноманітними рівняннями прямої лінії або кола. У даному прикладі таких ділянок буде десять: 1¢ 2¢ –2¢ 3¢ 4¢ –4¢ 5¢ –5¢ 6¢ 7¢ –7¢ 8¢ –8¢ 9¢ –9¢ 10¢ 11¢ –11¢ 12¢ –12¢ 13¢ –13¢ 14¢ (на рис. 6.5 точки 9¢ –11¢ не позначені), де точки 1¢, 2¢, 4¢, 5¢, 7¢ –9¢, 11¢ –13¢ – опорні.

а) б)
Рис. 6.5. Контурна обробка плоскої деталі:
а – приклад обробки фасонного вікна кінцевою фрезою;
б – складний відносний рух заготовки та інструмента
Отже, загальна стратегія управління формоутворенням деталі може бути подана наступним чином. Комбінацією встановлюючих переміщень у всіх трьох координатах (стола, салазок, шпиндельної бабки) сумістити вісь фрези з початковою опорною точкою 1¢ у площині обробки (підготовча стадія). Послідовними робочими переміщенням по елементарних ділянках 1¢ 2¢, 2¢ 3¢ 4¢, 4¢ 5¢ і т.д. обробити поверхню контуру (стадія обробки). Комбінацією встановлюючих переміщень у всіх трьох координатах відвести фрезу з початкової опорної точки 1¢ у вихідне положення (завершальна стадія). Таким чином, всі переміщення інструмента при формоутворенні деталі є встановлюючими або робочими.
Загалом, у верстатах з ЧПУ встановлююче переміщення виконується на максимальній швидкості без контакту інструмента з деталлю, до якого висувають тільки вимоги точності позиціонування у кінцевому положенні. Робоче переміщення пов’язане з обробкою деталі і контактом інструмента з поверхнею заготовки. Тому до нього висувають вимоги щодо точності додержання траєкторії руху та заданої швидкості обробки.
Необхідно зазначити, що стадія обробки в залежності від складності оброблювального контуру може складатися як з робочих, так і з встановлюючих переміщень.
Отже, алгоритм управляючої програми формоутворення деталі буде складатися із фрагментів (кадрів), кожен з яких містить опис чергової елементарної ділянки. Опис цих елементарних ділянок здійснюється переважно за рахунок подання геометричної інформації про траєкторію руху.
Кадр відпрацьовування руху по прямій лінії буде містити у кодованому вигляді наступні дані: позначення кадру у вигляді номера, ознаку руху по прямій, значення переміщень по осях Х та Y при русі від початкової опорної точки до кінцевої опорної точки елементарної ділянки, швидкість подачі інструмента на елементарній ділянці.
Кадр відпрацьовування руху по колу буде містити у кодованому вигляді такі дані: позначення кадру, ознаку руху по колу за або проти годинникової стрілки, значення переміщень по осях Х та Y при русі від початкової опорної точки до кінцевої опорної точки елементарної ділянки, місцеві (локальні) координати початкової опорної точки елементарної ділянки відносно центра кола, що створює визначеність у заданні кола приростами переміщень по осях Х та Y, швидкість подачі інструмента на елементарній ділянці.
Покажемо, як приклад, опис геометрії початкових елементарних ділянок 1¢ 2¢ і 2¢ 3¢ 4¢ з рис. 6.5. Для цієї мети задамо конкретні чисельні значення параметрів відрізка загальної траєкторії (рис. 6.6).
Кодований опис елементарних ділянок у вигляді кадрів управляючої програми буде мати вигляд:
N 001 G 01 X 375. Y 160. F 1200.
N 002 G 02 X 0. Y 183.96 I 39.24 J -91.98.
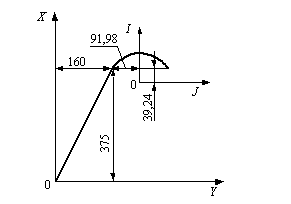
Рис. 6.6. Геометричне подання елементарних ділянок
Кадр відкривається символом-адресою N, який позначає номер кадру, а завершується символом “Перехід на наступний рядок” (не відображається при кодуванні), який виконує функцію роздільника “Кінець кадру”.
Основний зміст наведених у прикладі кадрів складає послідовність слів. Слова G 01 та G 02 називають підготовчими функціями. Вони вказують відповідно на рух по прямій лінії у першому кадрі та по дузі кола за напрямом годинникової стрілки у другому кадрі. Слова з адресами X, Y – розмірні переміщення, які представляють собою відносні кадрові прирости по відповідних координатних осях, що задані з десятковою комою (у коді ІSO-7bit замість десяткової коми ставлять крапку). Слова з адресами I, J вказують положення початкової точки дуги відносно її центра у локальній системі координат. Для всіх слів із геометричною інформацією знак плюс скасований і вважається присутнім. Слово із адресою F визначає швидкість подачі у мм/хв, а його відсутність у другому кадрі свідчить про те, що значення подачі не змінюється.
Розглянемо послідовність роботи пристрою ЧПУ при відпрацюванні послідовності елементарних ділянок при формоутворенні деталі на прикладі прямокутної позиційної обробки на токарному верстаті (рис. 6.7). Прямокутною її називають тому, що вона послідовно використовує окремі слідкуючі приводи подачі у декартовій системі координат. Нехай обробляють шків шістьма послідовно змінними інструментами, закріпленими у револьверній головці.

Рис. 6.7. Геометричне подання багатоінструментальної прямокутної обробки
Цикл автоматичного управління за програмою починається саме з початкової опорної точки першої ділянки. Відпрацювання першого кадру почнеться з моменту його активізації, коли він стане робочим.
Відпрацювання полягає у розрахунках проміжних відносних положень інструмента і заготовки від початкової опорної точки до кінцевої опорної точки поточної ділянки, а також в управлінні рухом у відповідності до розрахунків. В результаті руху за програмою першого кадру вісь фрези суміститься з кінцевою опорною точкою, яка відкриває другу елементарну ділянку. Відпрацювання другого кадру управляючої програми завершиться суміщенням осі фрези у наступній кінцевій опорній точці.
Послідовна активізація кадрів управляючої програми, послідовна обробка інформації, яка у них знаходиться, що супроводжується видачею оперативних команд на виконавчі приводи верстата, призводять до послідовного обходу запрограмованого контуру від однієї опорної точки до наступної. Для запобігання призупинення подачі на стикові двох елементарних ділянок, тобто у момент активізації наступного кадру, цей наступний кадр повинен бути заздалегідь підготовлений до оперативних розрахунків і відпрацювання. У такому підготовленому вигляді кадр називають буферним.
Отже, управляюча програма буде мати у своєму складі шість блоків, які містять групу кадрів, що передбачають використання у рамках групи якогось одного інструмента. Блок відкривається кадром, у якому закодовано пересування потрібного інструмента у початкове перед наступною операцією положення. Далі йдуть кадри, у кожному з яких закодовано переміщення між сусідніми опорними точками.
Опорні точки розставляють, по-перше, у тих місцях, де відбувається зміна керованих координат, і, по-друге, там, де примусово змінюється швидкість подачі. Відпрацювання блоку завершується виведенням револьверної головки у початкове положення, у якому відбувається зміна інструмента.
Для того щоб окремі блоки стали автоматично “зшитими”, потрібне точне визначення положень робочих кромок усіх інструментів і автоматична корекція переміщень із врахуванням вказаних станів.
Специфіка прямокутної обробки не змінює у пристрої ЧПУ у порівнянні з контурною обробкою формального змісту процесу переробки управляючої інформації: введення, розрахунки, пов’язані з визначення проміжних положень інструмента між опорними точками, видача оперативних управляючих команд до слідкуючих приводів подачі верстата. Тому, алгоритм роботи пристрою ЧПУ в автоматичному циклі в цілому може бути поданий на рис. 6.8.

Рис. 6.8. Алгоритм роботи пристрою ЧПУ
Основним змістом переробки інформації у автоматичному циклі є підготовка буферного кадру та відпрацювання робочого кадру. Підготовка буферного кадру полягає у перетворенні інформації з того вигляду, у якому вона представлена на фізичному програмоносії та у пам’яті пристрою ЧПУ, у той вигляд, який найбільше потрібен для виконання розрахунків, пов’язаних з відпрацюванням робочого кадру. Таким чином, будь-який кадр управляючої програми врешті-решт стає буферним, а потім і робочим.
|
|