Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Поверхонь
|
|
ПЛАН:
1 Вплив шорсткості та хвилястості на якість продукції. Шорсткість. Поняття про реальну, номінальну, базову поверхні і профілі. Базова довжина, середня лінія профілю
2 Висотні параметри, параметри, що пов’язані з властивостями нерівностей у напрямку довжини профілю. Кількісна оцінка шорсткості поверхні, типи напрямків нерівностей
3 Позначення шорсткості і напрямків нерівностей на кресленнях. Параметри хвилястості. Залежність величини шорсткості і хвилястості від способу обробки поверхні
Мета заняття: Потрібно звернути увагу на сутність шорсткості та хвилястості поверхонь, виражених у відповідних формулюваннях.
Кількісно шорсткість і хвилястість поверхні оцінюються цілим рядом параметрів, які треба вивчити (їх визначення, зв’язок з базовою довжиною, конкретні випадки застосування). Необхідно ознайомитися з позначеннями шорсткості на кресленнях числовими значеннями, типами напрямків нерівностей поверхні.
Мета виховна: Поверхні деталей не можна виконувати ідеально гладенькими, так як існує багато різних факторів, що визивають на поверхнях деталей появу нерівностей. Одним з таких факторів є сам процес різання, тобто ріжучі кромки інструмента і зерно абразивних матеріалів залишають на поверхні свої сліди. Нерівності з'являються також від струсів, вібрацій ріжучого інструменту, від вириву частинок металу при різанні, від тертя задньої частини ріжучого інструменту по поверхні, що обробляються.
Самостійна робота № 4
Тема: Шорсткість поверхонь
План: 1 Поняття про реальну, номінальну, базову поверхні і профілі
2 Поняття про хвилястість поверхонь
3 Вплив точності форми деталей та шорсткості на працездатність механізмів
Література: 1, с. 86-96; 2, с. 121-129; заняття № 7, с. 48 -55
1 Вплив шорсткості та хвилястості на якість продукції
На поверхнях деталей, оброблених різанням (точінням, шліфуванням тощо) залишаються сліди різальних кромок інструмента у вигляді нерівностей.
Поверхні деталей не можна виконувати ідеально гладенькими, так як існує багато різних факторів, що визивають на поверхнях деталей появу нерівностей. Одним з таких факторів є сам процес різання, тобто ріжучі кромки інструмента і зерно абразивних матеріалів залишають на поверхні свої сліди. Нерівності з'являються також від струсів, вібрацій ріжучого інструменту, від вириву частинок металу при різанні, від тертя задньої частини ріжучого інструменту по поверхні, що обробляються.
Ці нерівності можна побачити при сильному збільшенні ділянки поверхні, наприклад, за допомогою профілографа-профілометра 201 при вертикальному збільшенні до 2000.
Шорсткість і хвилястість поверхні разом із точністю форми (основними характеристиками якості. Вони грають велику роль) з'єднаннях деталей, оскільки значною мірою впливають на спрацювання поверхонь, які труться. Шорсткість нормується за ГОС1 25142 - 82.
Шорсткість. Поняття про реальну, номінальну, базову поверхні і профілі
Базова довжина, середня лінія профілю
Терміни та визначення шорсткості поверхні встановлює ДСТУ 2413-94, параметри та характеристики - ГОСТ 2189.
Шорсткістю поверхні називається сукупність нерівностей з відносно малими кроками, що виділена на базовій довжині l.
Базова довжина l - це довжина базової лінії, яка використовується для виділення нерівностей, що характеризують шорсткість поверхні.
Крок нерівностей - це відрізок середньої лінії профілю, що обмежує нерівність профілю (тобто виступ профілю і сполучену з ним западину профілю).
Кількісна оцінка шорсткості поверхні виконується від середньої лінії профілю m - базової лінії, що має форму номінального профілю і проведеної так, що в межах базової довжини середнє квадратичне відхилення профілю до цієї лінії буде мінімальним (рисунок 1).
Встановлені параметри шорсткості можна підрозділити на наступні 3 групи:
- висотні (R z, R a, R max), пов'язані з висотними властивостями нерівностей;
- крокові (S m, S), пов'язані з властивостями нерівностей у
напрямку довжини профілю;
- опорні (t p), пов'язані з формою нерівностей профілю.
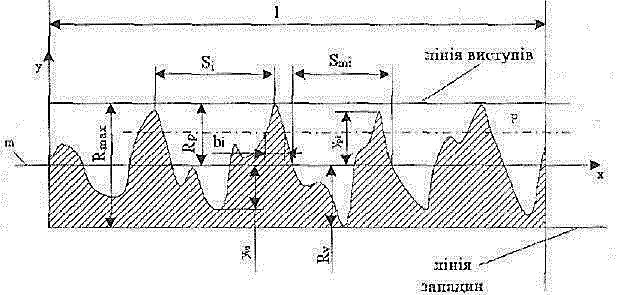
Рисунок 1 - Параметри шорсткості поверхні
2 Висотні параметри, параметри, що пов’язані з властивостями нерівностей у напрямку довжини профілю (ДСТУ 2413-94).
Параметри, що пов'язані з висотними властивостями нерівностей
Висота нерівностей за 10 точками Rz - це сума середніх абсолютних значень висот 5 найбільших виступів профілю і глибин 5 найбільших западин профілю в межах базової довжини:

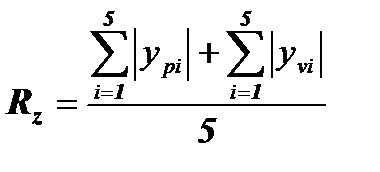
у pi (у vi) - висота (глибина) і-го найбільшого виступу (западини) профілю, обумовлена відстанню від середньої лінії профілю до вищої (нижчої) точки виступу (западини).
Середньоарифметичне відхилення профілю Ra - це середнє арифметичне з абсолютних значень відхилень профілю в межах базової довжини:

де n - число дискретних відхилень профілю на базовій довжині;
y і - відхилення профілю - відстань між точкою профілю і базовою (середньою) лінією.
Найбільша висота нерівностей профілю Rmax - це відстань між лінією виступів профілю і лінією западин профілю в межах базової довжини, або сума висоти найбільшої западини профілю Rv ( відстаньвід нижчої точки профілю до середньої лінії вмежах базової довжини) та найбільшого виступу профілю Rp (відстань від верхньої точки профілю до середньої лінії в межах базової довжини):
Rmax = Rp+Rv.
Параметри, що пов'язані з властивостями нерівностей у напрямку довжини профілю
Середній крок нерівностей профілю Sm - це середнє значення кроку нерівностей профілю в межах базової довжини:
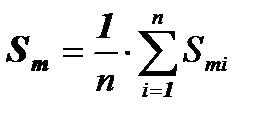
де S mi - і-ий крок нерівностей - відрізок середньої лінії профілю, що містить нерівність профілю;
n - число кроків нерівностей профілю.
Середній крок місцевих виступів профілю S - це середнє значення кроків місцевих виступів профілю, що знаходяться в межах базової довжини:
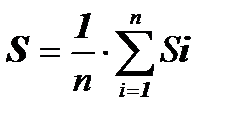
де S i - і-ий крок місцевих виступів профілю - відрізок середньої лінії m між проекціями на неї найвищих точок сусідніх місцевих виступів профілю;
n - число кроків місцевих виступів.
Кількісна оцінка шорсткості поверхні, типи напрямків нерівностей
Параметр, що пов'язаний з формою нерівностей профілю
Відносна опорна довжина профілю tp - відношення опорної довжини профілю до базової довжини:

що виражається в % від значення Rmax,
де h p - опорна довжина профілю, що представляє собою суму довжин відрізків Bi які відтинаються на заданому рівні р у матеріалі профілю - лінією, що еквідистантна середній лінії m у межах базової довжини l:
р - рівень перетину профілю, тобто відстань між лінією виступів і лінією, що перетинає профіль еквідистантно лінії виcтупів (чи середній лінії) профілю.
Шорсткість поверхні нормують і оцінюють одним чи декількома з перерахованих параметрів, а при виборі базової довжини 1 керуються наступною таблицею.
Параметри шорсткості (один чи декілька) вибирають у залежності від експлуатаційних властивостей поверхні деталі, наприклад:
- при забезпеченні нерухомості з'єднаних деталей (з'єднання з натягом) параметр - Ra (Rz);
- при забезпеченні герметичності з'єднання деталей - Ra (Rz) tp;
3 Позначення шорсткості і напрямків нерівностей на
|
|