Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет размеров ванны основного покрытия
|
|
Расчет основных параметров оборудования начинается с определения габаритных размеров ванны основного покрытия.
Длина ванны определяется по формуле:
Lвн = n1L1 + (n1 – 1) L2+ 2L3, мм (12) где L1 – размер подвески по длине ванны, мм;
L2 – расстояние между подвесками, мм;
L3 – расстояние между торцевой стенкой и краем подвески, мм;
n1 - число загружаемых на одну штангу подвесок, шт.
Lвн = 1 * 1300 + (1 - 1) * 100 + 2 * 100 =1600мм.
Внутренняя ширина ванн для нанесения электрохимических покрытий определяется по формуле:
Bвн=n2B1+2n2B2+2B3+n3d, (13)
где В1 – максимальный размер детали по ширине ванны, мм;
В2 – расстояние между анодом и ближайшим краем детали, мм;
В3 – расстояние между внутренней стенкой продольного борта ванны и анодом, мм;
n2 – число катодных штанг;
n3 – число анодных штанг;
d – толщина анода, мм.
Расстояние между анодом и деталями принимается равным 100-150 мм для плоских деталей и 150-200 мм для деталей сложной конфигурации. Расстояние между внутренней стенкой ванны и анодом при наличии на стенке змеевика берется равным 80-100 мм, в остальных случаях – 50 мм. При толщине анодов 10-15 мм они в расчет не принимаются.
Ввн= 1*6+2*200+2*100 =606 мм
Внутренняя высота ванны определяется по формуле:
Нв.н. = Н1 + Н2 + Н3 + Н4, (14)
где Н1 - высота подвески (без подвесного крючка), мм;
Н2 – расстояние от дна ванны до нижнего края детали, мм;
Н3 – высота электролита над верхнем краем подвески, обычно 50 мм;
Н4 – расстояние от поверхности зеркала электролита до верхнего края
бортов ванны, мм.
Нв.н. = 800 + 200 + 50 + 100 = 1150 мм.
Определив внутренние размеры ванны, следует откорректировать их в соответствии с размерами нормализованных ванн. В соответствии с ГОСТ 23.738-79 «Ванны автооператорных линий для химической и электрохимической обработки поверхности и получения покрытий. Основные параметры и размеры.», выбираются стандартные размеры ванны: по длине – 1600 мм.; по ширине – 630мм.; по высоте – 1250 мм.
Объём электролита определяется по формуле:
V = Lвн * Вв.н. (Нв.н. - Н4), (15)
где все размеры берутся в дм, а объём в литрах.
V = 16* 6.3* (12.5– 1) = 1159.2л
После определения числа ванн необходимо определить последовательность расположения технологических операций.
В однорядных автооператорных линиях могут быть использованы следующие варианты компоновок:
1. Загрузка- выгрузка, сушка, заключительные операции, основные операции, подготовительные операции;
2. Загрузка- выгрузка, сушка, заключительные операции, подготовительные операции, основные операции;
3. Загрузка, подготовительные операции, основные операции, заключительные операции, сушка, выгрузка и т.п.
Данным курсовым проектом предлагается первый вариант компоновки автооператорной линии.
          
| 
| ||||||
| Загрузка - выгрузка | Сушка | Финишные | Подготовительные | Основные | |||
По предложенному технологическому процессу, количеству позиций составляется предварительная схема компоновки линии. Компоновка ванн представлена на
рисунке 1.
Технологическая схема автооператорной линии никелирования показана на рисунке 2
| Монтаж-демонтаж Монтаж-демонтаж | сушка | Промывка в гор.воде | Промывка в хол.воде | Промывка улавливание | никелирование | никелирование | Промывка в хол.воде | Обезжиривание | Промывка в тепл.воде | Промывка в хол.воде | Травление | Промывка в хол.воде | Промывка улавливание | Меднение |
2 2 1 2 3 2 2 3 2 2 2 1 2 4
Рисунок 1.Компоновка ванн линии никелирования
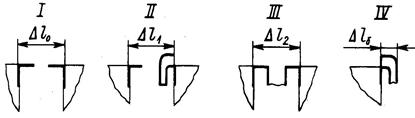
Рисунок 2 Технологическая схема автооператорной линии никелирования
Расстояние между ваннами зависит от типа сопряжения: I – без вентиляционного отсоса; II – с односторонним вентиляционным отсосом; III – с двусторонним вентиляционным отсосом; IV – вентиляционный отсос у последней ванны.
Определив компоновку ванн требующих вентиляцию необходимо установить бортовые отсосы, которые необходимы в ваннах с вредными выделениями и нагревом воды свыше 60 0С.
Длина линии определяется по формуле:
Lл =nLвн + Lс + Lз.с + ∆ lз.с. + n0 ∆ l0 + n1 ∆ l1 + n2 ∆ l2 + ∆ lб, мм. (16) где n – число ванн одного типа размера, шт;
Lвн – внутренняя ширина ванны, мм;
Lс – внутренняя ширина сушильной камеры, мм;
Lз – ширина загрузочно-разгрузочной стойки, мм;
∆ lз.с. – зазор между сушильной камерой и загрузочно-разгрузочной
стойкой, мм;
n0– число сопряжений ванн без бортовых отсосов;
∆ l0 – зазор между стенками ванн без бортовых отсосов, мм;
n1 – число односторонних бортовых отсосов;
∆ l1 – зазор между стенками ванн с односторонним бортовым отсосом, мм;
n2 – число двусторонних бортовых отсосов;
∆ l2 – зазор между стенками ванн с двусторонними бортовыми отсосами, мм;
∆ lб – расстояние от наружной поверхности бортового отсоса до стенки
ванны, мм.
Lл = 13*630+ 800 + 2415 + 600. + 2*160+9* 290 + 2* 390 +212=15927мм.
Ширина линии равна:
Вл = Lвн + В1 + В2, (17)
где Lвн – внутренняя длина ванны, мм;
В1 – расстояние от внутренней стенки ванны до наружной плоскости опорной стойки для подвесных автооператоров, равное 655 мм;
В2 – расстояние от внутренней стенки ванны до наружной плоскости площадки обслуживания, равное 1165 мм.
Вл = 1600 + 655 + 1165 = 3420 мм.
Высота линии Нл зависит от внутренней высота ванны, способа обработки деталей (подвеска или барабан) и типа автооператора. Если внутренняя высота ванны 1120 мм и линию обслуживает подвесной автооператор, высота равна 4700 мм.
Габариты линии: 15927*3420*4700 мм
Для питания гальванических ванн постоянным током используют полупроводниковые выпрямители, а в отдельных случаях электрические машинные генераторы. Выбор источников постоянного тока производится на основании потребляемой силы тока и напряжения на ванне. На каждую ванну устанавливают отдельный выпрямитель; если потребляемая сила тока превышает мощность выпрямителя, устанавливают два и более выпрямителей.
Сила тока рассчитывается исходя из плотности тока и единовременной загрузки деталей в ванну, выраженной в дм2.
I=ir*уз (18)
Для ванн обезжиривания: I=10*120=1200А
Для ванны меднения: I=10*120=1200А
Для ванны травления: I=10*120=1200А
Для ванн никелирования: I=8*120=960А
Расчетная сила тока IР должна быть увеличена на 15-20%
IР=I*1, 2 (19)
Для ванн обезжиривания: Iр=1200*1, 2=1440А
Для ванны меднения: Iр=1200*1, 2 =1440А
Для ванны травления: Iр=1200*1, 2 =1440А
Для ванн никелирования: Iр=960*1, 2 =1152А
Для правильного выбора источников тока необходимо знать напряжение на ванне, которое зависит от состава элемента, режима работы и межэлектродного расстояния. Для большинства электрохимических процессов рекомендуемое номинальное напряжение выпрямителя составляет 6-12 В.
Напряжение на ванне можно вычислить по формуле:
U=  , (20)
, (20)
где α – коэффициент, учитывающий потери напряжения в электричестве за счет газонапряжения;
β – коэффициент, учитывающий потери напряжения в контактах и проводниках первого рода;
Ea, Ek – анодный и катодный потенциал, В;
I – сила тока, А;
R – электрическое сопротивление элемента, Ом.
Электрическое сопротивление электролита рассчитывается по формуле:
 (21)
(21)
где l – межэлектродное расстояние, см;
 - удельная электрическая проводимость, Ом-1, см-1;
- удельная электрическая проводимость, Ом-1, см-1;
Rмедн=45/(100*0, 5)=0, 9 Ом
Rникел.=45/(100*0, 4)=1, 1 Ом
Rобез=45/(100*0, 5)=0.9 Ом
Rтравл=45/(100*0, 5)=0.9 Ом
При расчете напряжения на ванне вместо силы тока подставляем значение плотности тока, а в случае несовпадения анодной и катодной плотностей тока - среднеквадратичную плотность тока iср.= √ iaik
Для ванн обезжиривания:
U = (1+0, 02) [0, 35-0, 25+(1+0, 00) *1.41*0, 9] =1.14 В
Для ванн меднения:
U= (1+0, 02)*[0, 35-0, 25+ (1+0, 00)*3.16 *0, 9]=3.19 В
Для ванн никелирования:
U= (1+0, 05)*[0, 3+0, 68+ (1+0, 01)*2, 82 *1, 1]=4.31 В
Для ванн травления:
U= (1+0, 02)*[0, 35-0, 25+ (1+0, 00)*3.87 *0, 9]=3.65 В
Для питания гальванических ванн разработана серия преобразователей типа Т (ТЕ, ТВ, ТЕР, ВР, ТВИ) с улучшенными характеристиками.
Исходя из данных расчетов, выбираем тиристорные преобразователи для ванн обезжиривания и травления ТВР1-1600/12Т-О, для ванн меднения и никелирования ТВР1-1600/12Т-О.Типовое обозначение данного агрегата рассматривается следующим образом: Т – вид выпрямителя; Е - естественное охлаждение; Р – реверс. Первая цифра указывает класс перегрузочной характеристики, вторая – номинальную силу тока, третья – номинальное постоянное напряжение; Т-О – тропическое исполнение.
Таблица 7 – Техническая характеристика тиристорных преобразователей
| Операция | Тип агрегата | Номинальный ток | Номинальное напряжение | КПД, % |
| Эл.химическое обезжиривание | ТВ1-1600/12Т-0 | 1600 | 115 | 92 |
| меднение | ТВ1-1600/12Т-0 | 1600 | 12 | 83 |
| никелирование | ТВ1-1600/12Т-0 | 1600 | 12 | 83 |
| Травление | ТВ1-1600/12Т-0 | 1600 | 12 | 83 |
Так как при прохождении электрического тока через электролит выделяется теплота, необходимо проверять объемную плотность тока.
Объемная сила тока рассчитывается по формуле:
 (22)
(22)
где iV- объемная плотность тока, А/л;
V – объем электролита, л.
для ванн обезжиривания iv = 1440/1159.2=1.24А/л
для ванны медненияiv= 1440/1159.2=1.24А/л
для ванны никелированияiv= 1152/1159.2=0, 98 А/л
для ванны травленияiv =1440 /1159.2=1.24А/л
Все данные для выбора источников постоянного тока сводятся в форму 1.
|
|