Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Порядок проведения работы
|
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Новосибирский технологический институт (филиал)
федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
«Московский государственный университет дизайна и технологии»
(НТИ (филиал) «МГУДТ»)
«УТВЕРЖДАЮ»
Зав. кафедрой МАЛП
___________проф. Железняков А.С.
«_______»_______________2012
ПРИВОД АВТОМАТИЗИРОВАННЫХ ШВЕЙНЫХ МАШИН
Методическое указание к выполнению лабораторной работы
по дисциплине «Перспективы развития оборудования лёгкой промышленности»
для студентов специальности 150406.65
" Машины и аппараты текстильной и легкой промышленности"
Факультет прикладных направлений подготовки
Кафедра: Машины и аппараты легкой промышленности
Новосибирск 2012
Составитель: доц. к. т. н. В.А. Александров
Рецензент: доц. В.А. Елтышева
Рассмотрено на заседании кафедры " Машины и аппараты легкой
промышленности".
Протокол заседания кафедры № ____от _________2012 г.
Методические указания.– Новосибирск: НТИ(филиал) МГУДТ, 2012.
С. __ 21 ___, Илл. __ 5 ____, Список литературы ___ 5 ____ названий.
СОДЕРЖАНИЕ
ЦЕЛЬ РАБОТЫ.................................................................................................... 4
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ................................................................ 4
1. ОБЩАЯ ХАРАКТЕРИСТИКА АВТОМАТИЗИРОВАННЫХ
ШВЕЙНЫХ МАШИН...................................................................................... 4
1.1.Назначение и составные части...................................................................... 4
1. 2. Особенности работы машин с микропроцессорными системами
управления....................................................................................................... 5
1.3. Основные типы и краткая характеристика регулируемых приводов....... 6
2. УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ РЕГУЛИРУЕМЫХ
ЭЛЕКТРОПРИВОДОВ..................................................................................... 9
2.1. Привод типа " Квик-стоп".............................................................................. 9
2.2. Привод типа " Варио-стоп"............................................................................ 13
КОНТРОЛЬНЫЕ ВОПРОСЫ.............................................................................. 16
СОДЕРЖАНИЕ ОТЧЕТА.................................................................................... 16
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ........................................... 16
Цель работы
Целью лабораторной работы является изучение принципа действия и конструкции регулируемых электроприводов автоматизированных швейных машин, ознакомление и получение навыков работы на машинах с микропроцессорными системами управления.
Порядок проведения работы
1. Изучить общую характеристику автоматизированных швейных машин с регулируемыми электроприводами.
2. Заправив нитки в изучаемую машину, прошить строчку, обращая внимание на особенности управления машинами с различными типами приводов.
3. Изучить устройство и особенности работы приводов типа " Квик- стоп" и " Варио-стоп".
4. Проработать контрольные вопросы.
5. Составить отчет о проделанной работе согласно предложенного в конце методического пособия содержания.
Для проведения работы необходимы: машины с различными типами приводов (например, 219 кл. " Дюркопп" ФРГ и 241 кл. " Подольскшвеймаш"); плакаты; нитки; кусочки ткани; пинцет; отвертка.
Для более подробного ознакомления с конструкцией приводов автоматизированных швейных машин можно использовать рекомендуемую литературу.
1. Общая характеристика автоматизированных
швейных машин
1.1. Назначение и составные части
При работе на швейных машинах неавтоматического действия оператору приходится тратить время и силы на выполнение таких операций, как " Остановить машину и поворотом маховика довести положение иглы до нужного", " Обрезать нитки после окончания строчки", " Выполнить закрепку в начале или в конце строчки", " Поднять и опустить прижимную лапку". При этом необходимо следить за материалом и ниткой.
Автоматизация указанных приемов позволяет обеспечить рост производительности труда на 10-50% в зависимости от вида выполняемой операции, но требует включения в состав машины целого ряда типовых устройств, придающих швейной машине неавтоматического действия новое качество, превращая ее в автоматизированную.
На рис.1 представлена блок-схема автоматизированной швейной машины. Швейная головка М является одним из составных модулей машины, Кроме того, необходим привод П, обеспечивающий регулирование частоты вращения главного вала, останов, разгон и работу машины при различных скоростях. Информацию о фактическом положении и частоте вращения главного вала дает датчик положения и скорости ДПС, обычно устанавливаемый на главном валу машины. В некоторых приводах датчики положения и скорости выполнены отдельными модулями и разнесены, например, датчик скорости может быть установлен непосредственно на приводе и являться одновременно и задатчиком скорости (“Квик-Ротан” ФРГ).
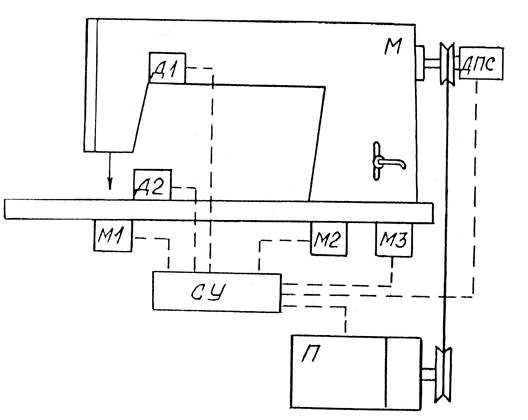
Рисунок 1 – Структурная блок-схема АШМ
|
Информацию о наличии материала и нитки выдают датчики Д1 и Д2, оптронные или пневматические.
Работу вспомогательных органов на основе полученной от датчиков информации должна обеспечивать система управления СУ, роль которой может выполнять микропроцессор.
Т.о., основными модулями автоматизированной швейной машины являются привод и система управления.
1.2. Особенности работы машин с микропроцессорными
системами управления
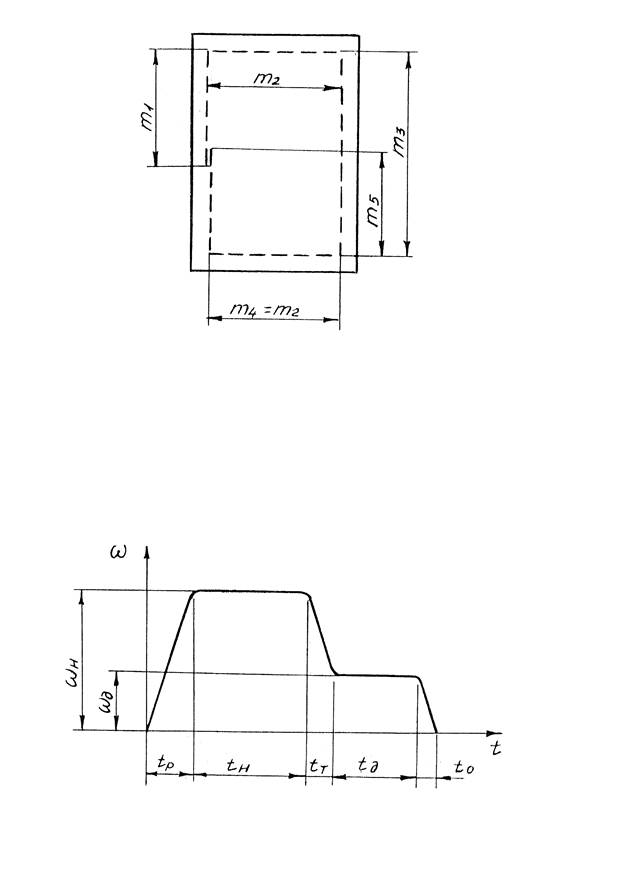
Появление регулируемого привода для швейных машин пневматического действия позволило использовать в швейных машинных комплексах микропроцессоры. Микропроцессорная система управления (МПСУ) включает в себя блоки ввода и вывода, оперативную и внешнюю память, арифметические устройства. Ввод информации в СУ производится двумя способами: вводом с клавиатуры пульта управления и способом обучения. При настрачивании этикетки прямоугольной формы (рис.2) нажатием соответствующих клавиш задается программа, например, число стежков на каждом участке строчки или осуществляется шитье в неавтоматическом режиме на малой скорости. Таким образом все технологические параметры вводятся в память СУ.
Рабочий процесс воспроизводится следующим образом: участок строчки с заданным числом стежков m1 выполняется на полной скорости, в конце производится автоматический останов машины в положении " игла внизу" и подъем лапки; объект обработки поворачивается оператором вокруг иглы на заданный угол; обрабатываются в той же последовательности участки с числом стежков m2, m3, m4 и m5; производится останов машины в положении " игла вверху", обрезка ниток и подъем лапки.
В результате:
1. Повышаются средние скоростные режимы обработки;
2. Уменьшается время на перехваты, так как время выдержки подъема лапки задается автоматически;
3. Уменьшается время на обрезку ниток.
Производительность труда на операции выросла на 20% по сравнению с машиной без МПСУ, и на 60% по сравнению с машиной, оснащенной обычным фрикционным приводом.
Наибольшую эффективность машина с МПСУ дает на следующих операциях:
1. Обработка ломанных строчек, из коротких отрезков. Программируется число участков, число стежков на каждом участке, прямое или обратное направление подачи. МПСУ следит за скоростью обработки и выходом в заданную точку. Повышение производительности - до 20%;
2. Обработка швов с посадкой одного из слоев ткани (втачивание рукава в пройму, стачивание боковых и шаговых швов на брюках и т.д.) МПСУ управляет работой дифференциального двигателя ткани, обеспечивая посадку на заданных участках. Повышение производительности до 15%;
3. Прокладывание двух параллельных строчек (отделочные, настрачива-ние накладных карманов). МПСУ отключает какую-либо из двух игл на определенное количество стежков.
1.3. Основные типы и краткая характеристика регулируемых приводов
В качестве электропривода в автоматизированных швейных машинах могут использоваться асинхронный трехфазный электродвигатель с короткозамкнутым ротором, специальный коллекторный электродвигатель постоянного тока или шаговый электродвигатель с числовым программным управлением. Преимущественное применение получили асинхронные электродвигатели, так как они надежны в эксплуатации и не требуют лрименения специальных электрических источников питания.
| |||
|
Для регулировки частоты вращения ротора двигателя в допустимых пределах изменения развиваемого вращающего момента возможен один из следующих путей:
- регулировка частоты напряжения питания обмоток статора;
- изменение числа пар полюсов;
- редуцирование частоты вращения ротора с помощью фрикционных муфт с механическим или электромагнитным приводом, использование редукторов или дополнительных электродвигателей для поворота главного вала швейной машины при останове иглы в заданном положении.
Последний способ получил наибольшее применение. По способу перехода с максимальной частоты вращения главного вала (до 6000 мин-1) на требуемую, различают два типа таких приводов: " Квик-стоп" и " Варио-стоп".
Привод " Квик-стоп'' обеспечивает разгон главного вала машин до максимальной частоты вращения в начале работы, работу при максимальной частоте вращения вала, торможение вала машины в конце работы до доводочной частоты вращения, доводку главного вала до фиксированных положений " Игла внизу" или " Игла вверху", останов машины с заданной точностью. Тахограмма работы такого привода представлена на рис.3. Этим приводом оборудуются двухигольные челночные машины и челночные машины зигзагообразного стежка фирмы " Минерва" (Чехословакия), 997 кл. и 0-1022 кл. (РФ). Промежуточные скорости здесь подбираются как и в обычном фрикционном приводе, путем изменения усилия нажатия носком ноги на педаль управления и притормаживания рукой приводного шкива машины. При обработке сложных участков контура оператор вынужден направлять изделие под иглу одной рукой, что существенно снижает производительность.
Привод " Варио-стоп" имеет две фиксируемые частоты вращения: номинальную и доводочную. Промежуточные частоты вращения зависят от положения педали, управляемой оператором. Необходимость в промежуточных частотах вращения возникает при выполнении криволинейных строчек различных радиусов кривизны операторами разной квалификации. Привод " Варио-стоп" позволяет регулировать частоту вращения главного вала машины в диапазоне от доводочной до номинальной с четкой фиксацией и обеспечивает пуск, переключение частот вращения на любую промежуточную величину и останов машины при заданном положении иглы.
Наибольшее распространение получили приводы такого типа, выполненные на базе асинхронных электродвигателей: " Квик-электроник-стоп" (фирмы " Квик-Ротан" (ФРГ); " Варио-стоп" фирмы " Франк и Кирхнер" (ФРГ); " Варио-стоп" фирмы " Джуки" (Япония). Из отечественных машин такими приводами оснащены машины 31 ряда, 0-1022 М кл.; 241 кл.; 1322 кл. и другие.
В таблице 1 приведены основные технические характеристики таких приводов. Общим недостатком всех рассмотренных приводов является износ фрикционных накладок муфт скольжения и фрикционных тормозных муфт и их нагрев в результате трения.
Таблица 1 - Основные типы приводов и их характеристика
| Техническая характеристика | Типы приводов с электронным управлением | ||
| без закрепления шва | с программированием выполнения закрепок | ||
| “Quick-Stop” | “Vario-Stop” | “Quick-Elektronic-Stop” | |
| Способ изменения частоты вращения главного вала | Электромеханический с червячным редуктором и с электромагнитной муфтой вращения | Электромеханический с электронным ступенчатым переключением ЭММ | Электромеханический с электронным многоступенчатым переключением ЭММ |
| Устройство для торможения | ЭМТ | ЭМТ | ЭМТ |
| Система автоматического управления | Позиционная релейная с контактными переключателями | Следящая (на полупроводниках малой степени интеграции) | Следящая (на БИС микропроцессорной серии и элементной базе средней степени интеграции) |
| Датчики (задатчики положения главного вала) | Контактный щеточный синхронизатор | Бесконтактные фотоэлектрические лепесткового или диафрагменного типа | |
| Преимущества | Возможность автоматического позиционирования иглы и обрезки ниток | Наличие обратной связи по частоте вращения главного вала | Программирование выполнения закрепок и 12-ти скоростей работы машины |
| Недостатки | Подгорание электрических контактов | Невысокая точность работы приводов типа ЭРА и ЭКА | Необходимость подбора и перевода интегральных микросхем на отечественные аналоги при ремонте |
Примечание: ЭМТ - электромагнитная муфта торможения
ЭММ - электромагнитная муфта скольжения
БИС - большая интегральная схема
В автоматизированных приводах швейных машин фрикционная муфта может отсутствовать. Тогда изменение частоты вращения главного вала машины достигается бесконтактным способом управления, например, путем изменения частоты питающего напряжения, динамического торможения ротора двигателя переменного тока в постоянном магнитном поле. К таким приводам относится регулируемый привод фирмы " Мицубиси" (Япония).
2. Устройство и принцип действия регулируемых
электроприводов
2.1. Привод типа " Квик-стоп "
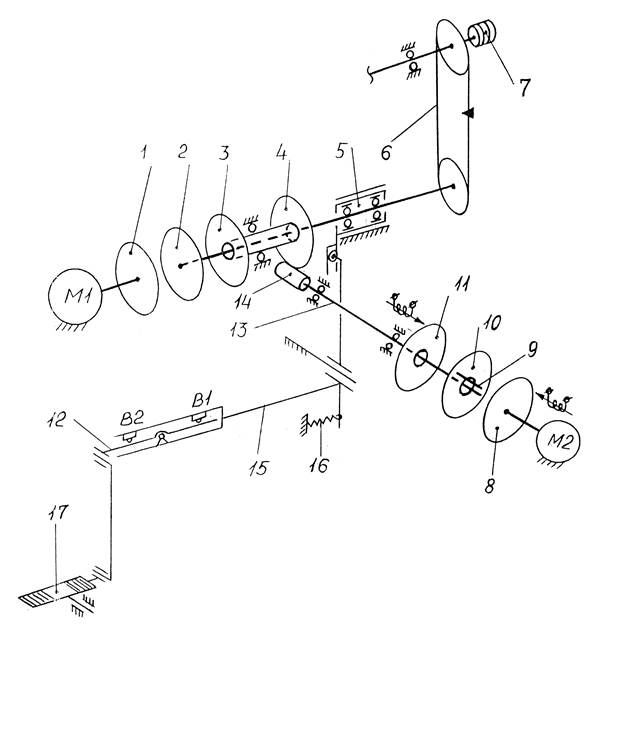
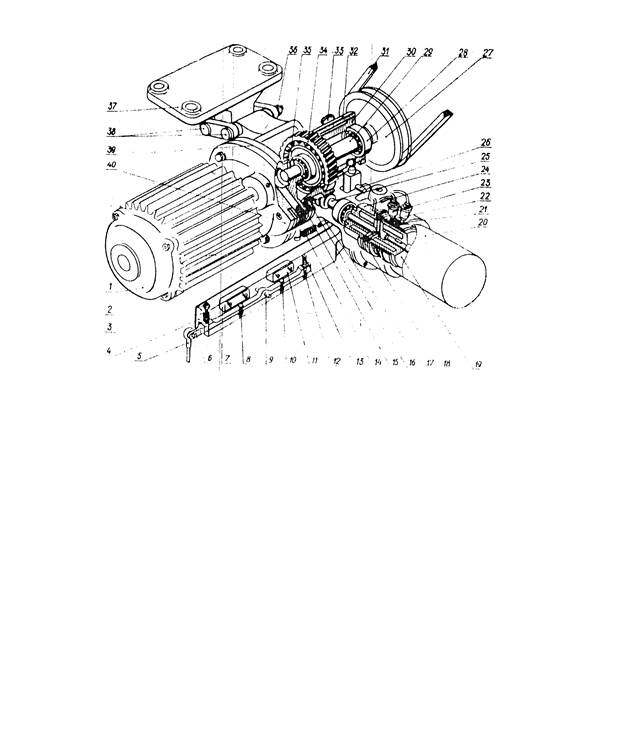
На рис.4 представлена кинематическая схема автоматизированного привода швейной машины 0-1022 кл. ОЗЛМ, а на рис.5 - общий вид привода.
Работа привода осуществляется следующим образом. При включении машины в сеть подается питающее напряжение на электромоторы М1 и М2. Маховик 1 и муфта 8 получают вращательное движение. При нажатии на педаль поворачивается коромысло 12. При этом срабатывает микропереключатель В1, электромагниты синхронизатора 7 и прижимной лапки обесточиваются, лапка опускается.
|
|
При дальнейшем нажатии на педаль коромысло 12 поворачивает рычаг 15, который перемещает втулку 5 и прижимает диск 2 к маховику 1. Вращательное движение от маховика 1, через диск 2 передается на клиноременную передачу 6, а через нее на маховик швейной головки.
При переводе педали в исходное положение рычаг 15 под действием пружины 16 прижимает диск 2 к шайбе 3 червячного колеса 4. Вращение маховика швейной головки затормаживается, срабатывает микропереключатель В1, тормозная муфта 11 обесточивается, на магниты синхронизатора и муфты подается ток и якорь 10 притягивается магнитным полем к муфте 8.
Вращательное движение от электромотора М2 передается через муфту 8, якорь 10, червяк 14, колесо 4, шайбу 3, диск 2 через клиноременную передачу на маховик швейной головки. Производится доводочное вращение главного вала до останова иглы в нижнем положении, контролируемое синхронизатором, который обесточивает через реле управления муфту 8, одновременно дается команда на торможение муфте 11, происходит останов.
При нажатии пяткой на педаль коромысло 12 поворачивается в другую сторону, срабатывает микропереключатель В2, происходит аналогичное описанному выше добавочное вращение, и перевод иглы из нижнего положения в верхнее. Одновременно срабатывает механизм обрезки ниток, после останова- включается электромагнит подъема лапки.
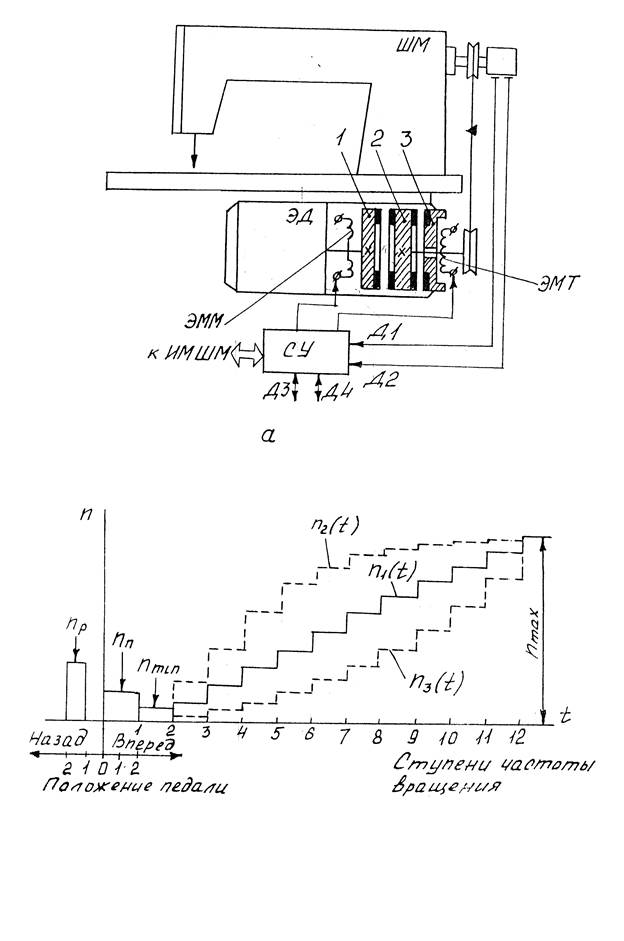
Принципиальная схема автоматизированного электропривода типа Quick-Elektronic-Stop модели NDK 880 M приведена на рис. 6а, где приняты следующие обозначения:
ЭД - асинхронные электродвигатель с короткозамкнутым ротором;
ЭММ и ЭМТ - фрикционные электромагнитные программно - управляемые муфты вращения и торможения;
Д1 и Д2 - датчики положения главного вала;
ДЗ и Д4 - датчики положения педали " Вперед" (нажата носком ноги) и " Назад " (нажата пяткой);
ИМ ШМ - исполнительные механизмы швейной машины для обрезки ниток, подъема прижимной лапки и реверса для выполнения закрепок;
СУ - система управления приводом и ИМ ШМ.
На рис. 6б приведены графики многоступенчатых законов регулирования частоты вращения главного вала швейной машины и ее значения при срабатывании основных исполнительных механизмов. Здесь n1(t) - линейный ступенчатый закон изменения частоты вращения главного вала (скорости выполнения строчки для 12 промежуточных положений;
n2(t) и n3(t) - параболические ступенчатые законы изменения скорости работы швейной машины; nn = 150-180 мин-1 - частота при позиционировании иглы; nр - частота при срабатывании механизма обрезки ниток; nmin = 100-180мин-1 - первая минимальная ступень частоты вращения главного вала; nmax - 12-я максимальная ступень частоты вращения при полностью нажатой педали " Вперед" и максимальной частоте вращения ротора (2800 мин-1 при i = 1 или 1400 мин-1 при i = 2). Для настройки в указанных пределах в системе управления имеются потенциометры, а для программирования числа стежков в закрепках используются две четырехразрядные панели программирования, на которых с помощью полупроводниковых диодов, устанавливаемых в соответствующих разрядах, обеспечивается программное выполнение до 15 стежков в соответствующих закрепках.
Принцип работы основан на изменении величины скольжения между ведущей 1 и ведомой 2 частями электромагнитной муфты ЭММ за счет изменения тока в катушках этой муфты. При нажатии на педаль фрикционный ведомый диск 2 перемещается вдоль своей оси и входит в зацепление с ведущим диском 1. При отпускании педали осуществляется включение тормозной муфты ЭМТ, и диск 2 прижимается к тормозному диску 3. Управление скоростью осуществляется педалью, скорость увеличивается по мере ее нажатия " Вперед".
Приводы конструктивного ряда 600 (Quick-Elektronic-Stop NDK 880 и М/бОО) оснащены бесконтактным датчиком скорости вращения и панелью управления, которая дает возможность переключения или изменения функций закрепления начала и конца шва, прижимной лапки и скорости вращения при выполнении закрепки.
Система управления собрана на двух платах: основной и дополнительной. При использовании только основной платы обеспечиваются: регулирование скорости вращения, позиционирование; обрезка нити. С помощью диодной панели программирования, расположенной на основной плате, можно согласовать работу системы управления с различными системами обрезки ниток. На дополнительной плате расположена диодная панель программирования количества стежков (от 1 до 15) для выполнения закрепки начала и конца шва,
В процессе работы микропроцессор обеспечивает по заданной программе обработку вводимых инструкций и выполнение необходимых функций. Ввод инструкций осуществляется с помощью датчиков скорости вращения и положения через фототранзисторы.
Привод может работать как с электромагнитными системами, так и с пневматическими, а также с машинами любых фирм (“Dű rkopp”, “Juki”, “Union Special”, “Brother” и т.д.)
На всех приводах предусмотрены переключатели режима работы с автоматического на ручной при выполнении закрепки, а также для переключения положения иглы с нижнего на верхнее в процессе настройки ее исходного положения.
2.2. Привод типа " Варио-стоп"
Конструктивная схема привода, установленного на швейной машине 241 кл., приведена на рис.7. Принцип действия аналогичен рассмотренному выше, но основной особенностью является ввод в систему управления датчика обратной связи (тахогенератора), что повышает точность обработки управляющих сигналов, так как сигналы заданной и фактической частот вращения сравниваются в блоке сравнения, и сигнал, соответствующий разности этих частот поступает на блоки управления ведущей и тормозной муфтами.
| |||||||||||
| |||||||||||
| |||||||||||
| |||||||||||
| |||||||||||
| |||||||||||
Главный вал головки машины получает вращательное движение от электродвигателя 4 через ременную передачу. Педаль 3 связана с переключателем 2. При нажатии носком на педаль, ток заданной величины поступает в ведущую электромагнитную муфту 6, которая притягивает к себе фрикционный диск 7, посаженный на вал привода жестко через мембрану. Происходит сцепление диска 7 с вращающимся маховиком 5. По мере дальнейшего поворота педали осуществляется ее последовательный перевод в семь промежуточных автоматически фиксируемых положений, обеспечивающих семь режимов частоты вращения главного вала.
При переводе педали в нейтральное положение, ток начинает поступать к тормозной электромагнитной муфте 9, в результате диск 7 перемещается вправо и входит в зацепление с неподвижной тормозной колодкой 8. Осуществляется торможение ведущего вала.
Доводка иглы до нужного положения осуществляется специальным блоком управления 1, датчиком положений главного вала и тахогенератором 10 обратной связи системы автоматического регулирования привода. Перевод иглы в верхнее положение осуществляется при нажатии на педаль пяткой.
Рассмотренный привод обеспечивает автоматическое выполнение закрепки в начале и в конце строчки.

|
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каково назначение регулируемых приводов?
2. Назовите основные составные части автоматизированной швейной машины.
3. В чем заключается сущность микропроцессорной системы управления?
4. На каких операциях целесообразно использовать машины с МПСУ?
5. Назовите основные типы регулируемых приводов.
6. Какими способами можно регулировать частоту вращения ротора электродвигателя?
7. В чем сущность привода типа " Квик-стоп"?
8. Основные отличия привода " Варио-стоп"?
9. Назовите достоинства и недостатки регулируемых приводов.
10. Как управляется электродвигатель доводки иглы до заданного положения?
11. Каким образом осуществляется работа электромагнитных муфт?
12. Каким образом программируется число стежков в закрепке?
СОДЕРЖАНИЕ ОТЧЕТА
1. Назначение, составные части и особенности работы автоматизированных швейных машин с регулируемыми электроприводами.
2. Основные типы и краткая характеристика регулируемых приводов.
3. Структурная блок-схема одного из типов приводов (по указанию преподавателя) с описанием работы.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Машина швейная промышленная 241 класса. Паспорт. – Подольск.: Объединение " Подольскшвеймаш", 1987.-25 с.
2. Машины швейные промышленные 0-1022 класса. Паспорт. – Подольск.: Объединение " Подольскшвеймаш", 1986.-30 с.
3. Описание работы и настройки приводов " Варио-стоп". Руководство для механиков.-ФРГ.: Фирма “Quick-Rotan”, 1987, -28 с.
|
|