Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Литейное производство типовых чугунных деталей винтовых и центробежных машин
|
|
Цель занятия: изучить технологические операции и оборудования, используемые при получении отливок из чугуна (на примере корпусов винтовых и центробежных компрессоров)
Содержание занятия. Процесс литья
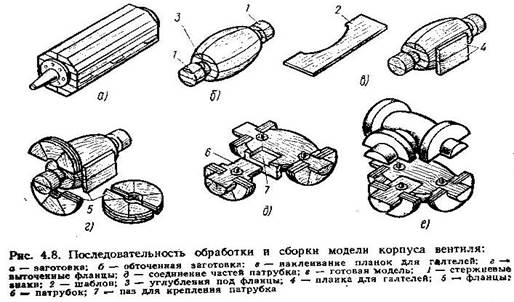
· Изготовление деревянных моделей по чертежу. Оборудования и инструменты при изготовлении моделей
Модельный чертёж выполняется на фанере по усадочной линейке. Инструментами модельщика являются стамеска, долото, киянка, фуганок, рейсфедер. Материалом для изготовления моделей стержневых ящиков литниковой системы, шаблонов, моделей каркасов является сосна. Доски из фанеры, берёзы, дуба используются длиной 50-20 мм. Сушка пиломатериала производится в паровом камерном сушиле в течении 10-15 дней. Оборудование: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, ленточные, циркулярные, дисковые пилы.
· Окраска моделей. Применяемые материалы. Вентиляция
Модели окрашиваются нитроэмалью марки МЦ, затем производится шпаклёвка. Модели и стержневые ящики окрашивают в коричневый цвет, знаки стержней – в чёрный. Используется местная, общая и приточно-вытяжная вентиляции.
· Смесеприготовительный и шихтовый участки литейного цеха. Транспортёр – бегуны
Шихтовой участок оборудован магнитной шайбой для разгрузки шихты в бадью ёмкостью 1, 5 т. Состав шихты для марки СЧ20 следующий: чушковый литейный чугун – 30-40 %, стальной лом – 15%, чугунный лом – 15%. Возврат собственного производства (литниковая система, брак отливок, скраб) составляет 30%. Бадья переправляется по рельсовому пути на тележке на плавильный участок. Используемые ферросплавы: фермарганец, ферсилиций, феррохром. Для дробления ферросплавов применяют щёковую дробилку.
Оборудование для смесеприготовительного участка: бегуны смешивающие (смесители), бункера, ленточные транспортёры, ковшовый элеватор, барабанное сушило для сушки песка, шаровая мельница, магнитный сепаратор для отделения скраба и горелой земли, отстойники для горелой земли.
· Загрузка шихтой индукционных печей. Разливочный ковш
Загрузка производится с помощью мостового крана. Бадья с самораскрывающимся дном ставится на плавильную печь и затем её содержимое высыпается. Плавка шихты происходит в индукционных тигельных печах промышленной частоты 50 Герц, марки ЧЧТ-6 ёмкостью 6 т. Температура перегрева до 1500°С. Разливочные ковши различают чайниковые и барабанные ёмкостью от 300 кг до 5 т. На конвейере ковш ёмкостью 300 кг движется по монорельсу. Футеровка ковшей производится шамотным кирпичом и шамотной глиной (обмазка).
· Разливка чугуна из ковша в разовые и постоянные формы
Разливка с помощью ковшей по мостовым кранам на участке ручной формовки в разовые формы происходит при температуре заливки 1320-1280°С. В постоянные формы (при литье в кокиль, при центробежном литье) заливают ковшом ёмкостью 1 т с помощью крана или монорельса.
· Изготовление разовых форм с применением опок. Сушка форм.
Отливки до 100 кг изготавливают в сырые песчаные формы с помощью формовочных пневматических машин встряхивающего типа. Сложные отливки до 2 т изготавливают на участке ручной формовки с помощью пневмотрамбовки. Опоки различают чугунные литые, сварные стальные с цапфами и рёбрами, чтобы при перевёртывании земля не вываливалась). Сушка форм производится в камерных сушилах при температуре 250-300°С.
· Изготовление и сушка стержней
Стержни по стержневым ящикам изготавливают ручной или пневмотрамбовкой. Затем производится вытряхивание стержня на сушильную плиту, покраска и сушка крупных стержней производится в камерном сушиле, мелких и средних – в вертикально-конвейерных сушилах и электросушилах при температуре 280-320°С. При изготовлении формы и стержней выполняются наколы вентиляционной иглой (душником). Чтобы отливке не было “душно” в форме, необходимо сделать вентиляционные каналы.
· Сборка форм. Механизация работ при сборке
В нижнюю полуформу ставят стержни и шаблоном проверяют правильность их простановки. Затем накрывают верхней полуформой. На верх собранной формы ставят заливочную чашу под стояк, выпора для выхода газа и груз, в 5 раз превышающий вес жидкого металла. Механизация на участке
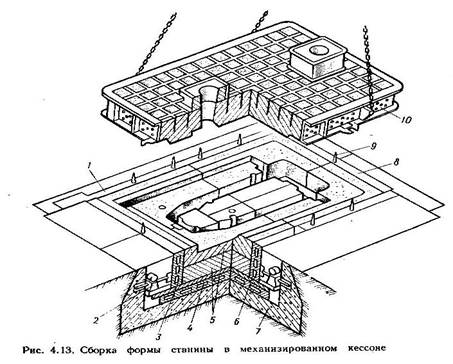
ручной формовки: применяется при сборке мостовой кран, на машинной формовке – электротельфер.
· Отрубка отливок пневматическим зубилом после разрушения форм
Отрубка отливок осуществляется пневмозубилом для вырубки неровностей, шероховатостей, заусениц, заливов по разъёму по стержням. Шлифовальная пневматическая машинка используется для зачистки неровностей, очистки отливок от шероховатостей. Наждачный круг служит для зачистки мелких отливок. Выбивка отливок из опок осуществляется на выбивных решётках.
· Дробеструйная очистка отливок корпусов
Для очистки отливок от пригара используется дробеметные камеры ДК10М чугунной или стальной дробью с помощью сопел (диаметр дроби 3-6 мм).
· Контроль годности отливок и их хранение
Различают следующие виды контроля: визуальный, разметка, взвешивание, цветная дефектоскопия, налив керосином, пневмо- и гидроиспытания. Для контроля чугуна производят экспресс-анализ по химическому составу. Хранят отливки с биркой на стеллажах.
|
|