Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Номинальный профиль метрической резьбы и ее основные параметры
|
|
Основным профилем резьбы является общий для наружной и внутренней резьбы профиль, который называется номинальным, и размеры его линейных и угловых элементов служат основой для определения номинальных профилей болта и гайки.
В основу профиля метрической резьбы положен треугольник (рис. 2), у которого срезаны вершины.
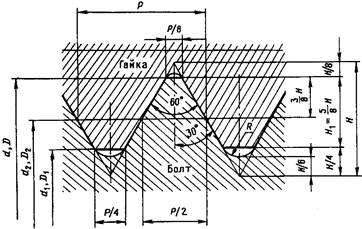
Рис. 2. Профиль метрической резьбы и ее основные параметры
Для образования рабочей высоты профиля H1 из общей высоты равнобедренного треугольника Н в профиле резьбы предусмотрен срез вершины острых углов у гайки Н/4 и у болта Н/8. Исходная высота профиля Н установлена в зависимости от шага резьбы и равна 0, 8660254Р, где Р — шаг резьбы.
Реальный профиль впадин у наружной резьбы (болта) не должен выходить за линию плоского среза, расположенного на расстоянии Н/4 от вершины исходного треугольника, а у внутренней резьбы (гайки) — на расстоянии Н/8.
Форма впадины у наружной резьбы (болта) не регламентируется и может быть плоскосрезанной или закругленной. При плоскосрезанной впадине у болта срез должен быть расположен на высоте от Н/4 до Н/8 от вершины исходного треугольника. При закругленной форме впадины радиус должен быть не менее 0, 1P, а профиль располагается в зоне от Н/8 до 3Н/16.
Для гайки форма впадины резьбы вообще не регламентируется, но, в основном, делается закругленной, и параметры ее определяются нормированием требований к резьбообрабатывающему инструменту, при изготовлении которого используются, чаще всего, указанные радиусы закругления.
Закругленная форма впадин является предпочтительной по прочностным соображениям. При такой форме облегчается процесс изготовления резьбы накатыванием, который часто применяется для получения резьбовых деталей крепления.
Для обеспечения эксплуатационных свойств резьбы при изготовлении и измерении из сложного профиля резьбы выделяется ряд элементов, одинаковых для болта и гайки, которые и используются при нормировании точности резьбы.
Этими элементами являются наружный диаметр болта d и гайки D, внутренний диаметр болта d1 и гайки D1, средний диаметр болта d2 и гайки D2, шаг резьбы Р и угол профиля резьбы α.
1. Наружный диаметр d и D (он же номинальный диаметр резьбы) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки). Когда говорят, что резьба диаметром 20 мм, то это означает, что у нее наружный диаметр равен 20 мм(обратите внимание на расположение этих диаметров, особенно у гайки).
2. Внутренний диаметр d1 и D1 — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или в вершины внутренней резьбы (гайки).
Необходимо обратить внимание на то, что номинальные значения и расположение наружного и внутреннего диаметров совпадают для болта и для гайки, но, с точки зрения геометрической фигуры, термины «наружный» и «внутренний» соответствуют болту, у которого наружный диаметр действительно находится «снаружи», а внутренний — «внутри»; в то время как у гайки диаметр, называемый наружным, находится внутри, а внутренний — снаружи. Если посмотреть на резьбу гайки, находящуюся внутри нее, можно увидеть «на просвет» внутренний диаметр, а наружный практически невозможно увидеть.
3. Средний диаметр d2 и D2 — диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок между точками профилей соседних витков, образованный при пересечении с канавкой, равен половине номинального шага.
4. Шаг резьбы Р — расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноименных боковых сторон профиля, лежащих в одной осевой плоскости по одну сторону от оси резьбы.
Шаги резьбы условно разделяют на крупные и мелкие. Дело в том, что на цилиндрической поверхности любого диаметра можно нарезать резьбу с разными шагами. В нормативных документах введено ограничение на значение шагов и указывается несколько шагов для каждого диаметра. Например, для диаметра 20 мм устанавливаются шаги 2, 5; 2; 1, 5; 1; 0, 75; 0, 5 мм. Самый большой шаг для номинального диаметра (в примере — это 2, 5 мм) называют условно крупным шагом, а остальные — мелкими шагами.
Мелкие шаги используются для нарезания резьбы в тонкостенных деталях при ограниченной возможности в отношении длины свинчивания. Например, в фотоаппаратах для объектива используется диаметр резьбы 42 мм с шагом 1 мм — это мелкий шаг, так как стенка фотоаппарата небольшая. Крупный шаг для такой резьбы, равный 4, 5 мм, потребовал бытолстой стенки камеры, что привело бы к увеличению ее массы.
Для многозаходных резьб вместе с термином шаг используется еще термин ход — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°. Другими словами, это шаг одной из винтовых линий, из которых состоит многозаходная резьба.
5. Угол профиля резьбы α — угол между смежными боковыми сторонами резьбы в плоскости осевого сечения. Для нормирования чаще используется угол α /2 — угол наклона между боковой стороной профиля резьбы и перпендикуляром к оси резьбы. Это установлено для того, чтобы можно было выявить перекос резьбы из-за неточности установки инструмента. Иначе может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы α = 60°.
У некоторых резьб профиль делается не симметричным (см. рис. 1), в этом случае используется термин угол наклона боковой стороны резьбы — угол между боковой стороной резьбы и перпендикуляром к оси резьбы в плоскости осевого сечения.
6. Длина свинчивания l — длина взаимного соприкосновения наружной и внутренней резьб в осевом направлении. Часто этот элемент называют высотой гайки.
Резьбовые соединения по характеру соединения бывают такими же, как и соединения гладких элементов деталей, т.е. они образуют посадки с зазором, натягом и переходные. Однако для условий крепления деталей наибольшее, если не сказать подавляющее, распространение имеют посадки с зазором. Поэтому последующие объяснения по нормированию точности будут относиться к посадкам с зазором.
|
|