Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Вопрос 62
|
|
Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии служат ультразвуковые генераторы тока с частотой 16 – 30 кГц. Инструмент получает колебания от ультразвукового преобразователя с сердечником из магнитострикционного материала (пермендюр, никель, альфер, феррит). При совпадении частоты колебаний тока от генератора с собственной частотой колебаний магнитострикционного сердечника наступает резонанс, и амплитуда колебаний торца сердечника достигает 2 – 10 мкм. Для увеличения амплитуды колебаний на сердечнике закрепляют концентратор (усилитель амплитуды упругих колебаний), на котором крепится инструмент. Формы и размеры инструмента определяются формами и размерами получаемых отверстий. В качестве материала инструмента применяют: твердые сплавы, закаленную инструментальную сталь (У9), нержавеющую сталь, латунь. Для обработки деталей из твердых и хрупких материалов применяют инструменты из вязких материалов, а для обработки деталей из мягких и вязких материалов – инструменты из твердых и износостойких материалов. Типовая схема установки для получения отверстий в деталях из хрупкого материала представлена на рис. 3.1.
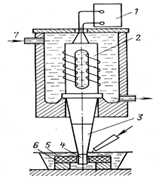
Рис. 3.1. Схема установки для ультразвуковой обработки
Для возбуждения колебаний сердечника магнитострикционного преобразователя 2 служит ультразвуковой генератор (УЗГ) 1. Магнитострикционный преобразователь смонтирован в кожухе 7, сквозь который прокачивают воду для охлаждения сердечника. Упругие колебания от магнитострикционного преобразователя усиливаются концентратором 3, на конце которого закреплен инструмент 4, оптимальное значение упругих колебаний инструмента составляет 30 – 100 мкм. Заготовка 6 находится в ванне 5 с абразивной суспензией, состоящей из воды и абразивного материала. Из абразивных материалов используют карбид бора, карбид кремния и электрокорунд. Зернистость выбирают в зависимости от свойств обрабатываемого материала, требуемой точности и шероховатости обрабатываемой поверхности. Процесс обработки заключается в том, что торец инструмента, колеблющийся с ультразвуковой частотой, ударяет по зернам абразива, лежащим на необрабатываемой поверхности, которые скалывают частицы материала заготовки. Для нормальной работы зазор между торцом инструмента и обрабатываемой поверхностью должен быть постоянным, что обеспечивается автоматической регулировкой подачи инструмента. Абразивную суспензию в зону обработки подают под давлением по патрубку насосом.
Ультразвуковым методом обрабатывают хрупкие твердые материалы: стекло, керамику, ферриты, ситаллы, кремний, кварц, драгоценные материалы, в том числе, алмазы, твердые сплавы, титановые сплавы, вольфрам. Этим методом получают глухие и сквозные отверстия любой формы, в поперечном сечении, канавки, пазы. Ультразвуковые методы используются в технологических целях для очистки поверхностей деталей от загрязнений, пайки алюминиевых проводов, сварки тонких проводов с проводящими пленками микросхем.
Ультразвуковая очистка поверхностей деталей основана на явлении кавитации, возникающей в жидкой среде при возбуждении в ней упругих колебаний ультразвуковых частот. При прохождении волны растяжения в жидкости появляются нарушения сплошности-разрывы, в результате чего образуются микрополости (пузырьки), которые при «захлопывании» образуют ударные волны. В качестве жидкой среды используют различные органические растворители. Химическое действие органических растворителей и механическое действие ударных волн обеспечивают очистку поверхностей деталей от загрязнений, а в некоторых случаях от окалины и окислов при достаточной мощности ультразвуковых волн в жидкой среде
Вопрос 63-64
В основе этого метода обработки материалов лежит процесс электроэрозии электродов из проводящих материалов при пропускании между ними импульсов электрического тока. Сущность процесса электроэрозии заключается в разрушении поверхности электродов при электрическом пробое межэлектродного промежутка как в газовой среде, так и при заполнении промежутка непроводящими жидкостями (керосином, трансформаторным маслом и т.д.), причем в последнем случае процесс электрической эрозии протекает интенсивнее.
Схема электроискрового станка с генератором импульсов RC изображена на рис. 1.1. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника тока. Когда напряжение на электродах 1 и 3, образующих разрядный контур, достигнет пробойного, то происходит разряд в виде электрической искры. Процесс возникновения и развития разряда разделяется на две стадии: подготовка канала разряда; стадия большого тока.
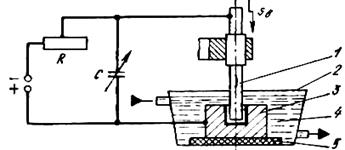
Рис. 1.1. Схема электроискрового станка: 1 – электрод-инструмент; 2 – ванна; 3 – электрод-заготовка; 4 – диэлектрическая жидкость; 5 – изолятор
В первой стадии проводящие частицы, находящиеся в жидкости, под влиянием электрического поля ориентируются по силовым линиям и образуют проводящий мостик между электродами (между инструментом и деталью). При прохождении тока мостик взрывается и образуется канал сквозной проводимости. Во второй стадии через образовавшийся канал проходит вся энергия, запасенная в конденсаторе, создавая импульс тока большой мощности, разрушающий анод. Искровой разряд протекает в течение 10-5 – 10-8 с и практически не нагревает электрод (инструмент и деталь).
При прохождении искрового разряда в жидкости возникает электрогидравлическое явление, создающее взрывной эффект, который способствует удалению металла из межэлектродного промежутка, Последовательность действия разрядов, вызывающих электрическую эрозию, приводит к образованию в изделии выемки, представляющей как бы отпечаток электрода инструмента. Для нормальной работы зазор между инструментом и деталью должен быть постоянным, что обеспечивается автоматической регулировкой подачи инструмента. К инструменту предъявляется требование высокой эрозионной стойкости. В зависимости от формы электрода (инструмента) и характера обработки электроэрозионная обработка разделяется на два основных вида: электроискровая профилированным электродом-инструментом; электроискровая непрофилированным инструментом (движущей проволокой).
|
|