Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Правка пресс-изделий
|
|
Правке подвергают пресс-изделия для придания им необходимой продольной и поперечной геометрии, а так же для повышения их механических свойств. Основные дефекты продольной геометрии после прессования и термообработки – кривизна или саблевидность а, также скрутка. Дефекты поперечной геометрии – искривление полок
профилей, не параллельность отдельных элементов и искажение углов.
Правку продольной геометрии осуществляют на правильно- растяжных, раскруточных, а также ролико – правильных машинах.
При правке в правильно-растяжных машинах изделия поставляемые в горячепрессованном и отожженном состояниях, подвергают растяжению сразу после прессования, а профили, поставляемые в закаленном и естественно или искусственно состаренном состояниях – после закалки. Также правке растяжением подвергают изделия отличающиеся от тел вращения-профили и др.
Степень деформации при правке растяжением не превышает 4 %. Для правки применяют растяжные машины усилием от 30 до 6000 тс.
При растяжении профилей концы зажимаются губками.

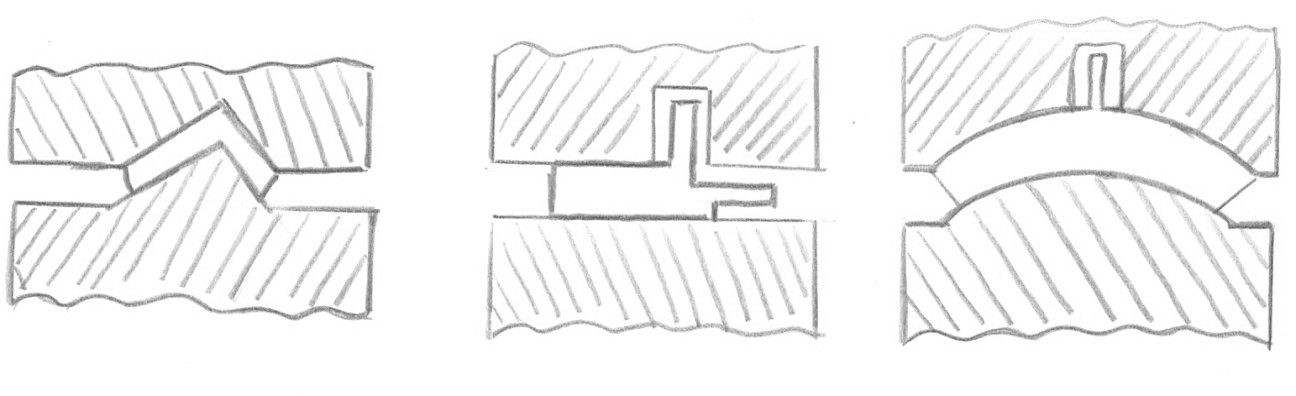
Рис.22 Губки правильно-растяжных машин
Губками растяжных машин работают в тяжелых условиях – высокие сжимающие напряжения из-за клипового зажима, динамичность приложения осевой нагрузки особенно при обрывах, высокие скалывающие напряжения на гребнях насечки. Губки изготавливают из стали 5XHB, 5ХНМ.
Ролико – правильные машины
Для тел вращения (например трубы)- основная цель правки уменьшение продольной кривизны и поперечной овальности. Для профилей – доводка элементов поперечной геометрии до требования стандарта.
Тела вращения обрабатываются: переменным изгибом или небольшим обжатием его диаметру. Преимущества и недостатки.

а) б)
Рис.23 Правка тел вращения знакопеременным изгибом а)и обжатием по диаметру б)
Правку отдельных элементов геометрии профилей с полками осуществляют во вращающихся валках различной конфигурации.
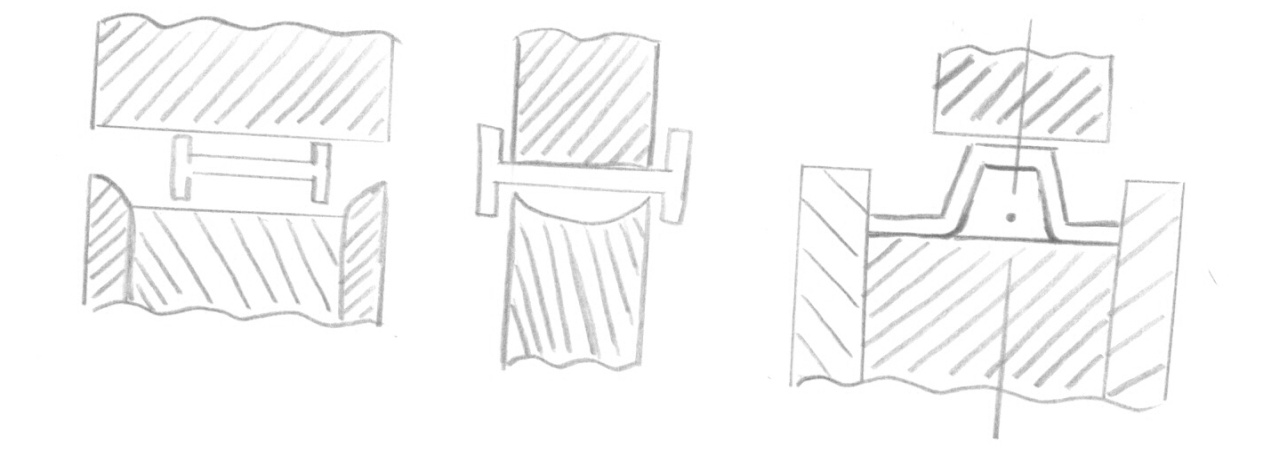
Рис. 24 Правка прессизделий во вращающихся валках- роликах
Правка на вертикальных прессах
Местные искажения продольной геометрии пресс-изделий большого поперечного сечения, продольную кривизну и саблевидность, небольшие плавные перегибы, устраняются правкой на вертикальных гидравлических прессах усилием от 50 до 200 т.с.
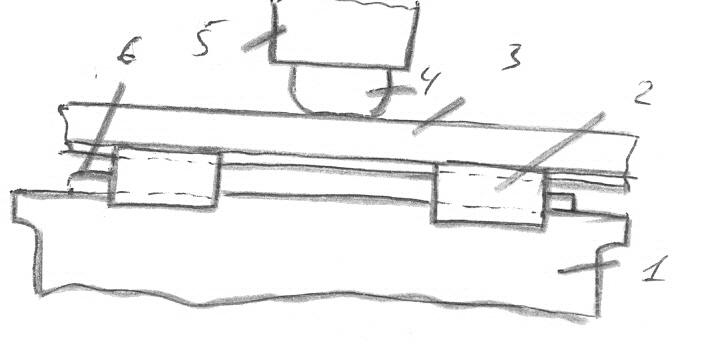
Рис. 25 Правка массивных прессизделий на вертикальных гидравлических прессах; 1- станина пресса, 2- подставки для правки, 3-прессизделие, 4-пуансон, 5-плунжер, 6- крепеж.
Ручная правка
Конечная операция всего комплекса правки. Ее осуществляют перед окончательным контролем геометрии на правильной плите. Ручная правка исправляет местные дефекты продольной геометрии.Их устраняют путем прогиба отдельных участков по его длине в обратном направлении.Для направления скрутки применяют специальный раскруточный ключ при зажиме профиля в приспособлении, либо два раскруточных ключа без зажатия профиля. Применяется для профилей малого сечения.
|
|