Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Течение металла при прессовании
|
|
Наиболее распространенный процесс прямого прессования можно условно разделить на 3 стадии: начальная, основная и заключительная. 
Рис.11 Стадии прессования
Стадия начальная (распрессовки) характеризуется интенсивным ростом усилия Р. Так как диаметр Ø слитка меньше, чем Ø контейнера, то на I стадии металлом слитка заполняется объем полости контейнера и канала матрицы.
Эта стадия очень важна, так как неправильная распрессовка слитка может привести к запиранию воздуха в контейнере и запрессовки его в металле, что дает пузыри на пресс - изделии.
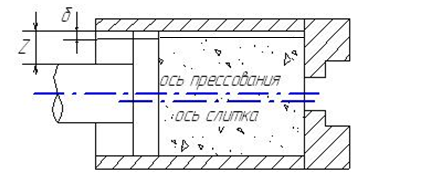
Рис.12 Стадия распрессовки слитка
δ – зазор между пресс – шайбой и контейнером они сопрягаются по ходовой или скользящей посадке.
При дальнейшем росте Р происходит по существу свободная осадка слитка с образованием бочки
Рис.13 Образование «бочки» при распрессовке
 Далее следует основная стадия прессования. Усилие пресса максимально. Начинается выдавливание изделия. По мере выдавливания слитка усилие Р снижается, т.к. уменьшается величина той доли усилия, которое идет на преодоление сил трения по контейнеру. Эта стадия характеризуется наличием различных устойчивых объемов внутри слитка, в которых происходят упругая и пластическая деформации.
Далее следует основная стадия прессования. Усилие пресса максимально. Начинается выдавливание изделия. По мере выдавливания слитка усилие Р снижается, т.к. уменьшается величина той доли усилия, которое идет на преодоление сил трения по контейнеру. Эта стадия характеризуется наличием различных устойчивых объемов внутри слитка, в которых происходят упругая и пластическая деформации.
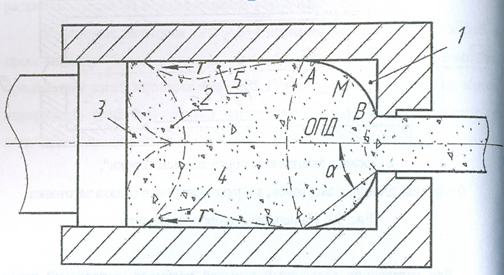
Рис. 14 Схема образования устойчивых объемов внутри заготовки
Наибольшие деформации развиваются в слитке в непосредственной близости от матрицы. Это очаг пластической деформации (ОПД). Остальная часть слитка в это время деформируется мало и может рассматриваться как упругое матричную воронку. Металл из этой зоны 1 имеет поверхность линии наискорейшего ската АМВ. В практических расчетах образующую АМВ заменяют конусом с углом β и называют углом естественного течения металла. В зависимости от условий прессования величина β может меняться. Для прессования алюминиевых сплавов применяют β =60˚. При прессовании через конусную матрицу упругая зона 1 практически исчезает.
Упругую зону у матрицы невозможно выпрессовать. Она идет в отходы в виде прессостатка. Поэтому целесообразно ее уменьшать. Если поверхность матрицы выполнить с поверхностью АВМ, то упругой зоны не образуется.
Существование упругих зон у прессшайбы (2, 3) объясняется удаленностью объемов, их захоложенностью(2) и симметричностью течения (3). Зона (3) проявляется в последний момент при приближении прессшайбы к матрице. Течение металла у прессшайбы вызывает появление заторможенных объемов 4. Эти объемы создаются также и потому, что захоложенный тонкий слой металла «соскабливается» в процессе прессования в более компактный объем. Образование зон 4 приводит к собиранию загрязнений с поверхности в объем у прессшайбы. Это позволяет при прямом прессовании получить чистую поверхность изделий, если оставлять «мертвые» зоны в виде прессостатка
|
|