Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Формование пресс-изделий
|
|
После загрузки навески пресс-материала в загрузочную камеру пресс-формы включают пресс. Верхняя плита с закрепленным на ней пуансоном опускается вначале быстро (холостой ход), а перед смыканием формы после перехода на высокое давление – медленно (рабочий ход). Переключение давления в гидроцилиндре осуществляется автоматически с помощью переключателей гидропривода. Снижение скорости опускания пуансона необходимо для предотвращения выброса материала из пресс-формы, а также для уменьшения ее износа. Скорость верхней плиты пресса при холостом и возвратном ходах составляет 36¸ 200 мм/с, при рабочем ходе от 2, 5¸ 7, 0 мм/с.
Выдержка под давлением начинается с момента смыкания пресс-формы. В процессе нагрева, плавления (перехода в вязко-текучее состояние) и отверждения пресс-материала из него выделяются летучие вещества, как содержащиеся в нем (влага, фенол, формальдегид), так и образовавшиеся при реакции отверждения (вода, аммиак и др.). Процесс прессования представляют в виде
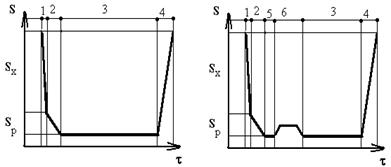
диаграммы “ход пуансона – время” (рис. 3.43а).
а б
Рис. 3.43. Диаграммы режимов компрессионного прессования реактопластов без подпрессовки (а) и с подпрессовкой (б): 1 – холостой ход (на низком давлении); 2 – рабочий ход (на высоком давлении); 3 – выдержка под давлением; 4 – распрессовка (подъем пуансона); 5 – пауза перед подпрессовкой;
6 – подпрессовка
Для удаления летучих веществ, улучшения прогрева материала изделия применяют специальный технологический прием - подпрессовку. Она заключается в том, что сразу же после полного смыкания пресс-формы пуансон слегка поднимают на несколько миллиметров и снова опускают (рис. 3.43б). При этом газообразные продукты легко удаляются из формы. Подпрессовку проводят только при прямом прессовании на стационарных пресс-формах и на быстроходных прессах. Во многих случаях она не допустима: при прессовании изделий с арматурой, а также сложных изделий (с поднутрениями и выступами).
Подпрессовка характеризуется следующими параметрами:
o началом – временем (паузой) от первой посадки пуансона до его первого подъема: для быстроотверждающихся реактопластов применяют раннюю – через 0¸ 10 с, для медленноотверждащихся – позднюю – через 10¸ 30 с;
o длительностью – временем, в течение которого пуансон остается приподнятым: для быстроотверждающихся реактопла-стов применяют короткую – 3¸ 5 с, для медленноотверждающихся – длительную - 5¸ 10 с;
o высотой – высотой подъема пуансона: низкая - 5¸ 10 мм, высокая – до 10¸ 30 мм;
o количеством – от 1 до 3¸ 4.
Вид и параметры подпрессовок устанавливают опытным путем для каждого конкретного изделия в зависимости от технологических свойств материала и режимов прессования (рис. 3.44).
Режим “без подпрессовки” (а) используется для прессования небольших изделий с металлической арматурой и оформляющими знаками.
Режим “подпрессовка без паузы” (б) применяется для прессования небольших изделий без арматуры и знаков.
Режим “подпрессовка после паузы” (в) применяется для прессования крупных изделий и из медленноотверждающихся материалов, (на основе кремнийорганических связующих).
Режим “подпрессовка с паузой” (г) применяется для прессования крупногабаритных изделий с арматурой.
Режим “подогрев пресс-материала в пресс-форме” (д) характеризуется остановкой пуансона до его полного смыкания с матрицей (создается зазор 3¸ 5 мм), что обеспечивает хороший подогрев массы. Режим применяют для прессования аминопластов, а также фенопластов с низкой текучестью.
При формовании изделий иногда применяется и другой прием – “задержка давления”. Он заключается в выдерживании небольшой паузы между моментом соприкосновения пуансона с пресс-материалом и моментом начала смыкания пресс-формы. Применяется при работе с материалами повышенной текучести, при наличии в пресс-формах больших зазоров (выпаров) для вытекания материала или труднозаполняемых углублений.
После окончания выдержки под давлением производится распрессовка и съем изделия. Подвижная плита пресса перемещается вверх и происходит раскрытие формы. В зависимости от конструкции стационарной пресс-формы и вида изделия съем пресс-изделий может производиться с
Рис. 3.44. Диаграммы различных режимов прессования реактопластов:
а – без подпрессовки; б – подпрессовка “без паузы”; в – подпрессовка “после паузы”; г – подпрессовка “с паузой”; д – режим “подогрев пресс-материала в пресс-форме”; 1 – ход на низком давлении (холостой ход);
2 – ход на высоком давлении (рабочий ход); 3 – выдержка под давлением; 4 – подпрессовка; 5 – пауза перед подпрессовкой; 6 – высота подпрессовок; 7 – разъем пресс-формы; 8 – подогрев пресс-материала
помощью толкателей формы, соединенных со штоком выталкивающего гидроцилиндра пресса, а из съемных пресс-форм с применением приспособлений –разъемников и пневматических малогабаритных прессов.
Для очистки оформляющих поверхностей пресс-формы от остатков материала (облой) производится их обдув сжатым воздухом с помощью пистолета (рис. 3.45). Если наплывы пресс-материала струей сжатого воздуха не удаляются, то применяют скребки, изготовленные из мягкой стали или латуни.
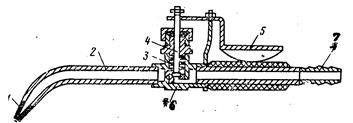
Рис. 3.45. Пистолет для очистки пресс-формы сжатым воздухом:
1 – наконечник; 2 – трубка; 3 – пружина; 4 – клапан; 5 – корпус клапана; 6 – ручка клапана; 7 – штуцер для подачи сжатого воздуха
Стационарные пресс-формы не требуют специальной сборки. В них после очистки вставляют арматуру, оформляющие знаки, вкладыши, вставки, предусмотренные конструкцией формы и изделия. Съемные пресс-формы собирают на рабочем столе прессовщика с использованием разъемных приспособлений.
Перед следующей запрессовкой оформляющая поверхность протирается ветошью и смазывается смазкой в аэрозольной упаковке (кремнийорганические жидкости) или ветошью, пропитанной смазкой.
|
|