Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Сущность процесса волочения
|
|
При волочении заготовка протягивается через постепенно сужающееся
отверстие инструмента - волоки (рис. 14.3.1) Волока (рис. 14.3.1, а) для обработки круглых изделий представляет собой кольцо, рабочее отверстие которого состоит из входного (смазочного) конуса 1, необходимого для введения заготовки в волоку и равномерного распределения смазки, рабочего (деформирующего) конуса 2, в котором заготовка деформируется, калибрующей части 3 и выходного конуса 4.
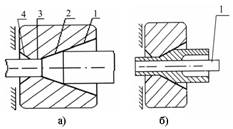
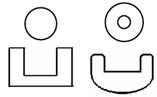
Рис. 14.3.1. Схема волочения: а) прутков, б) труб Рис. 14.3.2. Примеры профилей, получаемых волочением
В результате обработки волочением поперечное сечение заготовки уменьшается, а ее длина соответственно увеличивается. Изделие по сечению получается точным (4-2 класса точности), а его обработанные поверхности получаются блестящими и чистыми (7-9 класса чистоты).
В зависимости от необходимой величины обжатия обработка волочением осуществляется за один или несколько проходов. Обжать заготовку по сечению за один проход можно в пределах от 15 до 35%.
Волочением обрабатывают профили, трубы, проволоку из стали и цветных металлов, прутки с круглыми, прямоугольными, шестигранными и фасонными сечениями различных размеров (рис. 14.3.2)
Волочение - это практически единственный метод изготовления проволоки диаметром 0, 002 - 5 мм, труб диаметром от капиллярных до 200 мм, стальные прутки диаметром 3 - 150 мм.
Волочение осуществляется главным образом в холодном состоянии и очень редко в горячем.
Степень деформации металла при волочении характеризируется коэффициентом вытяжки l или коэффициентом обжатия x, выраженными в процентах:
l = l1 / l0 = F0 / F1; x = (F0 – F1) / F0;
где l0 и l1, F0 и F1 – соответственно величины длин и поперечных сечений исходной заготовки и обработанного изделия.
Обычно при волочении за один проход l £ 1, 3, а x £ 30 %. Большие обжатия выполняют волочением в несколько проходов.
|
|