Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Д) Правка тонкой проволоки
|
|
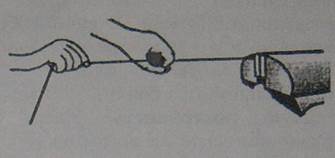 Правку проволоки осуществляйте как в специальных приспособлениях, так и; простейшими способами - с помощью деревянного бруска. В бруске из твердой породы дерева просверлите отверстие, через которое пропустите выправляемую проволоку. Конец проволоки зажмите в тисках.
Правку проволоки осуществляйте как в специальных приспособлениях, так и; простейшими способами - с помощью деревянного бруска. В бруске из твердой породы дерева просверлите отверстие, через которое пропустите выправляемую проволоку. Конец проволоки зажмите в тисках.
 е) Правка пруткового материала и валов
е) Правка пруткового материала и валов
Короткие прутки диаметром до 12 мм правьте на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. После устранения выпуклости добивайтесь прямолинейности прутка, нанося легкие удары по всей его длине и одновременно поворачивая левой рукой.
Правку прутков и валов диаметром свыше 12 и до 30 мм осуществляйте на призмах и ручных прессах. Перед правкой на призмах перекатыванием прутка по плите определяете выпуклые места, которые отмечаете мелом. Затем пруток установите на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм, и наносите удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производите стальным молотком, то применяйте подкладки из мягких металлов.
Последовательность правки вала на ручном прессе следующая:
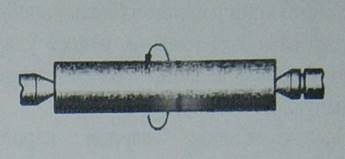
Вал установите между центрами так, чтобы он имел возможность поворачиваться. Взяв в правую руку мел и
 уперев руку в неподвижную поддержку, левой рукой вращайте вал и постепенно подводите мел к валу; если вал искривлен, то мел будет касаться его только в отдельных - выпуклых местах.
уперев руку в неподвижную поддержку, левой рукой вращайте вал и постепенно подводите мел к валу; если вал искривлен, то мел будет касаться его только в отдельных - выпуклых местах.
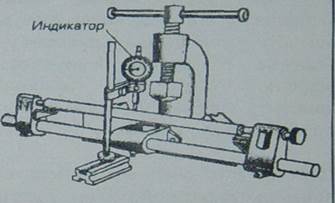
Если имеется специальный индикатор, то место прогиба вала определяйте индикатором.
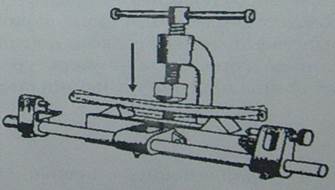 Далее вал установите на призмы под винт (или шпиндель) пресса выпуклой частью вверх. Вращая рычаг, нажимайте винтом пресса на вал, периодически проверяя его прямолинейность линейкой на просвет. Чтобы избежать вмятин и забоин, под вал и под шпиндель пресса устанавливайте подкладки из мягкого металла.
Далее вал установите на призмы под винт (или шпиндель) пресса выпуклой частью вверх. Вращая рычаг, нажимайте винтом пресса на вал, периодически проверяя его прямолинейность линейкой на просвет. Чтобы избежать вмятин и забоин, под вал и под шпиндель пресса устанавливайте подкладки из мягкого металла.
Для устранения остаточных напряжений в местах правки ответственные валы медленно нагревайте в течение 0, 5-1 часа до температуры 400-500° медленно охлаждайте.
|
|