Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Направляющие скольжения
|
|
В общем случае состоят из двух элементов: подвижной части (каретка) и неподвижной части (основание, направляющие).
По форме трущихся поверхностей направляющие:
цилиндрические
призматические
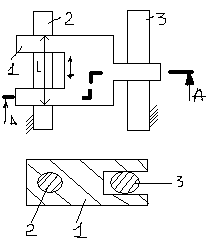 1-каретка
1-каретка
2-основная направляющая
3-вспомогательная направляющая
Основная направляющая 1 обеспечивает требуемую траекторию движения. Вспомогательная направляющая 3 предохраняет каретку от проворота. На рисунке вместо отверстия для вспомогательной направляющей выполнен паз, который позволяет компенсировать погрешность непараллельности направляющих. Отверстие для основной направляющей выполнено с разрывом в средней части, что позволяет уменьшить длину обработки при сохранении длины направляющей (каретки).
В призматических направляющих трущиеся поверхности выполняются в виде набора плоских элементов, образующих
призматические поверхности различной формы. Наиболее популярные: прямоугольные направляющие, типа «ласточкин хвост»:
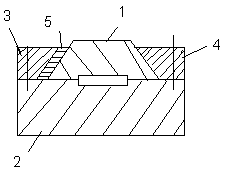
1-каретка
2-основание
3, 4-прижимные планки
5-регулировочная планка
В призматических направляющих вспомогательные элементы отсутствуют. Обе конструкции являются направляющими закрытого типа, т.е могут эксплуатироваться в любом положении. Иногда используют направляющие открытого типа, которые можно эксплуатировать только в одном положении.
Особенности конструирования направляющих
1. для нормальной работы направляющих между кареткой и основанием необходим зазор для удержания смазки и обеспечения возможности движения.
В цилиндрических направляющих зазор обеспечивают выбором посадок с гарантированным зазором: H7/f7, H7/g6
В призматических направляющих зазор обеспечивают регулировкой или подгонкой.
Регулировка заключается в установке одной из прижимных планок в положение, обеспечивающее требуемый зазор. При этом одну из планок фиксируют заранее, а вторую
выставляют с помощью щупов. После регулировки прижимную планку фиксируют штифтами.
Процесс подгонки заключается в том, что размеры одной из деталей дорабатываются до величины, обеспечивающей нужный зазор. В качестве такой детали можно использовать каретки, прижимные планки или специальные регулировочные планки (поз. 5 на рис).
2. Трущиеся поверхности направляющих изготавливают таким образом, чтобы обеспечить низкий коэффициент трения при высокой износостойкости.
3. в цилиндрических направляющих для уменьшения габаритов вместо вспомогательной направляющей можно использовать другие элементы, исключающие проворот детали, например, шпонки или штифты, которые входят в паз направляющей.
|
|