Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Соединения пайкой
|
|
Пайкой называют процесс соединения металлических или метал-лизованных деталей с помощью дополнительного металла или сплава, называемого припоем, путем нагрева мест соединения до температуры плавления припоя. Припой, растекаясь по нагретым поверхностям соединяемых деталей, образует при охлаждении паяный шов. Соединение происходит вследствие растворения и диффузии припоя и материала деталей. В качестве припоев применяют некоторые цветные металлы (серебро, медь) или сплавы цветных металлов. Припои делят на мягкие (температура плавления менее 400°С) и твердые (температура плавления 400°С‑ 500°С), а пайку соответственно — на мягкую и твердую.
Припои должны хорошо смачивать поверхности пайки и растекаться по ним: иметь достаточную прочность; допускать нанесение антикоррозионных и декоративных покрытий до пайки или после нее; иметь невысокую стоимость.
Мягкие припои создают на основе олова или свинца: они отличаются малой прочностью, но допускают пайку почти всех металлов. Мягкие припои обычно применяют для пайки герметичных соединений, электрических и радиотехнических схем, медных и латунных малонагружепных деталей различной аппаратуры.
Твердые припои содержат в различных соотношениях медь, серебро, цинк, никель, алюминий и другие элементы, имеют достаточно высокую прочность, их применяют для пайки нагруженных соединений.
Поверхности пайки обезжиривают и очищают от окалины травлением в кислоте. При мягкой пайке поверхности облуживают (покрывают оловом), а при твердой пайке для создания прочных соединений чисто обрабатывают.
Для защиты от окисления в процессе пайки основного металла и припоев, а также для растворения и удаления окислов и улучшения растекаемости припоев применяют флюсы. Кроме этого, флюсы должны в процессе пайки легко вытесняться припоями из мест соединения. Для этого необходимо, чтобы флюсы имели хорошую жидкотекучесть и меньшую, чем у припоев, температуру плавления.
Флюсы разделяют на кислотные и бескислотные. Кислотные флюсы (бура, хлористый цинк, фосфорная кислота) являются химически активными и сами очищают поверхности пайки от окислов. Однако эти флюсы вызывают коррозию, и поэтому их остатки следует после пайки тщательно удалять (смывать) с поверхности деталей. Бескислотные флюсы (канифоль, нашатырь) хорошо защищают поверхности пайки от окисления и не вызывают коррозии, но требуют предварительной очистки мест пайки от окислов.
Основное отличие пайки от сварки заключается в том, что температура плавления припоев всегда ниже температуры плавления основного металла, который поэтому почти не изменяет свою структуру, а в деталях появляются незначительные внутренние напряжения.
К преимуществам пайки относятся также герметичность и чистота мест соединения; возможность соединения всех металлов и даже неоднородных материалов (металлов с керамикой или стеклом, меди с графитом и т. д.); отсутствие деформации соединяемых деталей; малое переходное электрическое сопротивление мест соединения; широкие возможности механизации и автоматизации процесса.
Пайка допускает одновременное соединение практически неограниченного количества деталей в единую конструкцию. При этом может быть обеспечена прочность мест соединений, даже превышающая прочность соединяемых деталей. Паяные соединения способны сохранять свою прочность при работе в агрессивных средах и при весьма высоких температурах (до 2000°С).
Мягкими припоями преимущественно паяют вручную (паяльниками, паяльными лампами, погружением деталей в расплавленный припой), а твердыми вручную и в печах с механизацией или автоматизацией процесса.
Полосы и листы можно соединять встык (рис, 10.7, а), внахлестку (рис. 10.7 б) или в ус (рис. 10.7, в). В первом случае соединение имеет малые габариты, но невысокую прочность. Во втором случае легко обеспечивается равнопрочность, но увеличиваются габариты соединения. В третьем случае сохраняются преимущества первых двух, но он менее технологичен.
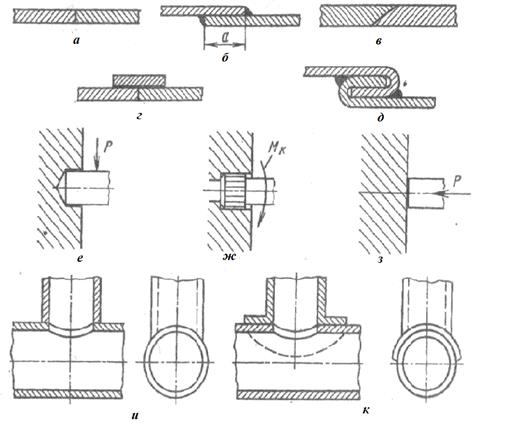
Рис. 10.7
Для усиления швов допускается применение накладок (рис. 10.7, г). Соединение в фальц (рис 10.7, д) более сложное, но обладает высокой прочностью, так как паяный шов полностью разгружается от растягивающих усилий. Соединения твердыми припоями обычно не требуют дополнительных усилений (рис. 10.7, е). В случае применения мягких припоев швы усиливают дополнительными креплениями или увеличивают поверхность пайки (рис. 10.7, ж).
|
|