Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Приемы растачивания сквозных и глухих цилиндрических отверстий
|
|
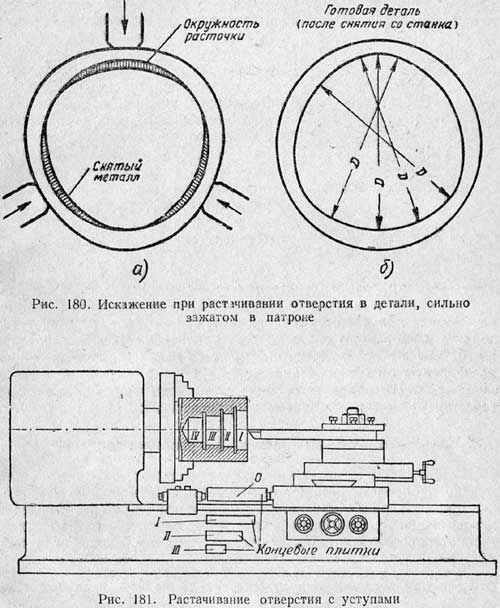
Растачивание сквозных отверстий. При закреплении растачиваемой детали в патроне необходимо иметь в виду возможность ее деформации (изменения формы) вследствие сильного зажима, особенно когда деталь имеет тонкие стенки. На рис. 180 в преувеличенном виде показана ошибка, происходящая от слишком сильного зажима детали в патроне, — круглая форма после зажима становится слегка трехгранной (рис. 180, а). При последующем растачивании резец обработает точную цилиндрическую поверхность. После снятия готовой детали со станка она примет прежнюю форму, ее наружная поверхность станет снова цилиндрической, но обработанное отверстие в свою очередь примет трехгранную форму (рис. 180, б). Поэтому перед чистовым растачиванием рекомендуется немного ослабить кулачки, тогда отверстие получится более точным и правильным.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2—3 мм. Измерив диаметр и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Расположение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие давления резания резец может быть отжат вниз.
Растачивание глухих отверстий. При растачивании глухих отверстий и отверстий с внутренними уступами заданной длины нужно предварительно отметить на резце мелом эту длину или же использовать продольный упор или лимб продольной подачи. Если растачиванию подлежит большое количество одинаковых деталей с отверстиями, имеющими уступы, то целесообразно изготовить специальные мерные (концевые) плитки и пользоваться ими, как показано на рис. 181, т. е. так, как было изложено при обтачивании ступенчатых деталей (см. рис. 131).
Расточные оправки. Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящей быстрорежущей стали. Способ крепления резца в оправке зависит от ее назначения.

На рис. 182 показана оправка для растачивания сквозного отверстия; резец крепят винтом в прямоугольном пазу оправки.
|
|