Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструктивные особенности нагреваемых стержневых ящиков
|
|
Конструирование отливок с учетом легкости изготовление формы и модели
Изготовление модельных комплектов из древесины
Конструктивные особенности нагреваемых стержневых ящиков
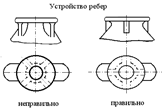
Отливки по возможности не должны иметь поднутрений, заставляющих прибегать к применению отъемных частей у модели. Такие элементы, как приливы под болты, отверстия и пр. должны составлять одно целое с моделью и извлекаться вместе с ней из формы. Выполнение этих элементов в виде отъемных частей модели создает опасность смещений, затрудняет формовку и вызывает значительное увеличение затрат рабочего времени формовщика.
Правильность очертания отливки можно установить способом освещения лучами, перпендикулярными поверхности разъема.
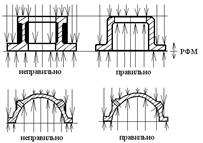
При освещении отливки параллельными лучами в направлении ^ плоскости разъема формы или стержневого ящика, появление теневых участков в отдельных местах контура свидетельствует о несовершенстве конструкции отливки. Теневые участки образуются при неправильном расположении вступающих платиков, бобышек, ребер, выемок, уклонов стенок, поднутрений и требует применения отъемных частей модели или стержней отливки, у которых отсутствуют теневые участки, имеют упрощенную внешнюю форму, менее трудоемки в изготовлении и более качественны по сравнению с отливками, имеющими теневые участки.Большое количество стержней увеличивает трудоемкость изготовления и сборки форм, способствует переноски брака по переходу и искажению размеров из-за неточности установки стержней. Для уменьшения количества стержней ребра жесткости, полки для упора и крепления других деталей желательно располагать при формовке ^ плоскости разъема. При вертикальных ребрах и полках они свободно протягиваются через формы. При горизонтальных желательно располагать их в плоскости разъема, иначе выполнить их можно только с применение стержней.Конструкция отливки не должна вынуждать к изготовлению формы с несколькими разъемами или со сложной поверхностью разъема.Конструкция рычага была изменена для того, чтобы избежать кривизны отливки в двух взаимно перпендикулярных плоскостях и тем самым выровнять поверхность разъема формы.

При проектировании отливок необходимо предусматривать беспрепятственное извлечение моделей из формы или стержня из стержневого ящика. Для этого стенки отливок (а также моделей), перпендикулярные к плоскости разъема, выполняют с конструктивным или формовочным уклоном.
Уклоны создают также благоприятные условия для направленного затвердевания отливки, способствующего получению качественного изделия.
Деталь имеет обрабатываемые поверхности (полукруг с радиусом R) и необрабатываемые.
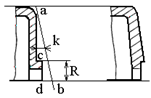 Чертеж был выполнен без конструктивного уклона. При изготовлении модели технологом-литейщиком был дан формовочный уклон. Так, например, К оказался небольшим, при выполнении формовочного уклона необрабатываемая поверхность ab перекрыла обрабатываемую cd. В результате вместо выступающего по чертежу полукольца, после обработки получилась углубленная поверхность, которая привела к искажению формы детали. Поэтому целесообразно на чертеже литой детали указать конструктивные уклоны.
Чертеж был выполнен без конструктивного уклона. При изготовлении модели технологом-литейщиком был дан формовочный уклон. Так, например, К оказался небольшим, при выполнении формовочного уклона необрабатываемая поверхность ab перекрыла обрабатываемую cd. В результате вместо выступающего по чертежу полукольца, после обработки получилась углубленная поверхность, которая привела к искажению формы детали. Поэтому целесообразно на чертеже литой детали указать конструктивные уклоны.
Величина и направление конструктивных уклонов сопрягаемых деталей, согласованные с разъемами моделей, должны быть увязаны между собой. Это особенно необходимо при соединении нескольких деталей, образующих одну поверхность.
.
4.2)Достоинства древесины:
малый удельный вес; хорошая обрабатываемость режущим инструментом; низкая себестоимость и доступность.
Недостатки древесины: неоднородность строения и различные показатели прочности в различных направлениях; способность к короблению и растрескиванию; способность поглощать и испарять влагу с изменение объема и механических свойств; плохая стойкость при длительном хранении.
Для изготовления модельных комплектов используют только древесину, породы деревьев: сосна ревесина прочная, довольно устойчивая против поглощения влаги, коробления и загнивания. Применяется главным образом для средних и крупных модельных комплектов любой сложности, а также для шаблонов и мелких модельных комплектов 2-го и 3-го классов прочности. ЛиственницаИспользуется для изготовления мелких моделей 1-го и 2-го классов прочности, а также для ответственных частей и облицовки средних и крупных моделей. Ель имеет мягкую, смолистую, прямослойную и легкую древесину белого цвета, значительно уступающую сосне по качеству из-за большого числа твердых сучков, которые затрудняют обработку.комплекты 3 класса. Кедр, древесина которого близка к сосновой. Для неответственных моделей.
Пихта, древесина которой близка к еловой, плохо обрабатывается. Для неответственных моделей.
Ольха – лиственное дерево с мягкой, хорошо обрабатывающейся во всех направлениях древесиной белого цвета, коробится незначительно, но на воздухе быстро загнивает. Применяется для мелких и средних модельных комплектов повышенной сложности.Липа Применяется для изготовления разовых мелких и средних моделей со сложным контуром и для моделей художественного литья.Бук Применяется для мелких моделей высокой прочности и для облицовки крупных моделей.Клен после обработки древесина имеет во всех направлениях чистую поверхность. Используется для мелких моделей 1-го и 2-го классов прочности, для облицовки моделей и для моделей зубчатых колес с литыми зубьями.Береза Применяется для деталей модельных комплектов, имеющих форму тел вращения, и для облицовки моделей. Дуб и ясень имеют древесину высокой плотности и твердости. Используется редко. Фанера полученная склеиванием тонких листов древесины с расположением волокон в смежных листах во взаимном перпендикулярном направлении. Не гигроскопична, не коробится, хорошо обрабатывается. Для изготовления и ремонта модельных комплектов 1-го и 2-го классов прочности. Пластик древесный слоистый– листовой материал в виде фанеры, склеенный из листов шпона смолами резольного типа (бакелит) в процессе термической обработки под высоким давлением. Применяется для изготовления отъемных частей моделей и стержневых ящиков, а также быстроизнашивающихся выступающих частей. Модельные комплекты изготовляются из пиломатериалов. Пиломатериалы делятся на доски – при ширине превышающей двойную толщину; бруски – ширина не более двойной толщины; брусья – толщина и ширина больше 100мм.
Наиболее распространен способ распиловки бревен вразвалку. Пиломатериалы, получаемые для модельного производства должны отвечать техническим требованием, установленные ГОСТом 8486-66.
Пиломатериалы, заготовленные в виде досок, брусков и брусьев, содержат излишнюю влагу, доходящую иногда до 50-70 % по массе. Поэтому перед применение пиломатериалы вначале сушат или естественным путем на воздухе (естественная сушка) или в специальных сушилах (искусственная сушка). Основные виды подготовки древесины Распиливание, строгание долбление сверление точение, шлифование.
Способы соединения модельных заготовок.Угловая вязка, тавровая вязка, сращивание, склеивание. В модельном производстве применяют естественные и синтетические клеи. Естественные клеи бывают холодного и горячего применения. В качестве холодного используют казеин, а в качестве горячих или, так называемых, столярных клеев – живого происхождения: мездровый и костный клеи. Типы модельных заготовок. Модельные заготовки прямоугольной формы, Модельные заготовки в виде тел вращения и многогранных призм. Большинство деревянных моделей и стержневых ящиков изготовляют по рабочим чертежам деталей, непосредственно на которые технолог литейщик наносит технологические указания (плоскость разъема формы и модели, припуски на механическую обработку, контуры стержней и т.д.).
4.3) ементы узлов и деталей нагреваемых стержневых ящиков необходимо выполнять в соответствие с ГОСТ 21293-75 – ГОСТ 21304-75. Конструкция их в значительной мере зависит от способа нагрева (в электрических и газовых печах, встроенными электронагревателями, газовыми горелками).
Отличительные особенности от обычных стержневых ящиков:
1. Конструкция стержневых ящиков, обеспечивающая механическую сборку и разборку.
2. Наличие системы толкателей и плит толкателей для выталкивания стержня.
3. Наличие встроенных нагревателей.
4. Необходимость присутствия в системе фиксирования квадратного штыря и втулки с прорезью.
5. Материал стержневого ящика только из стали и чугуна.
6. Вентиляция за счет специальных проточек по разъему формы и за счет зазоров в толкателях.
|
|