Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Методы анализа логистических процессов и технологии совершенствования.
|
|
Семь методов анализа логистических процессов. Назначение, состав, особенности применения причинно-следственной диаграммы. Назначение состав, особенности применения контрольных листков. Назначение состав, особенности применения гистограммы. Назначение состав, особенности применения диаграммы разброса. Назначение состав, особенности применения анализа по Парето. Назначение состав, особенности применения стратификации. Назначение состав, особенности применения контрольных карт.
Методы анализа логистических процессов:
1) Диаграмма Ишикавы.
2) Контрольный листок.
3) Гистограмма.
4) Стратификация.
5) Диаграмма рассеивания (разброса).
6) Диаграмма Парето.
7) Контрольная карта.
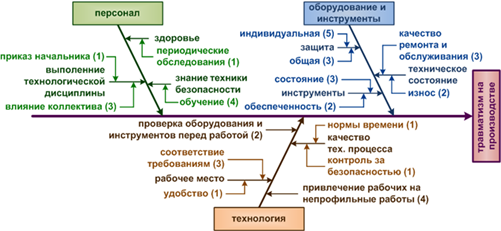
Диаграмма Ишикавы.
- причинно-следственная диаграмма - один из семи основных инструментов измерения, оценивания, контроля и улучшения качества производственных процессов.
Диаграмма Ишикавы — графический способ исследования и определения наиболее существенных причинно-следственных взаимосвязей между факторами и последствиями в исследуемой ситуации или проблеме.
Схема, как и большинство инструментов качества, является средством визуализации и организации знаний, которая систематическим образом облегчает понимание и конечную диагностику определённой проблемы.
Такая диаграмма позволяет выявить ключевые взаимосвязи между различными факторами и более точно понять исследуемый процесс. Диаграмма способствует определению главных факторов, оказывающих наиболее значительное влияние на развитие рассматриваемой проблемы, а также предупреждению или устранению действия данных факторов.
Работа с диаграммой Ишикавы проводится в несколько этапов:
Выявление и сбор всех факторов и причин, каким-либо образом влияющих на исследуемый результат.
Группировка факторов по смысловым и причинно-следственным блокам.
Ранжирование этих факторов внутри каждого блока.
Анализ полученной картины.
«Освобождение» факторов, на которые мы не можем влиять.
Игнорирование малозначимых и непринципиальных факторов.
Контрольный листок
Контрольный листок - это один из семи инструментов контроля качества. Он представляет собой форму для регистрации и подсчета данных, собираемых в результате наблюдений или измерений контролируемых показателей в течении установленного периода времени. Собираемые данные могут быть как целочисленными (например, число дефектов), так и интервальными (например, диапазон значений измерений).
Основное назначение контрольного листка – представлять информацию в удобном для восприятия виде. Контрольный листок позволяет распределить данные по категориям. Он показывает, как часто возникают те или иные события, поэтому информация контрольного листка является более систематизированной, чем обычный сбор данных.
По форме, контрольный листок это, как правило, таблица, которая сопровождает процесс или объект, в которой записываются данные контроля. В таблице уже определены типы несоответствий, которые могут возникнуть в объекте, и предусмотрено место для заполнения количества обнаруженных несоответствий. В ходе проверочной операции контролер отмечает с помощью простых символов каждое выявленное несоответствие, например в виде штрихов. Такой принцип сбора данных предусматривает минимальные действия контролера при регистрации несоответствий, что сокращает количество возможных ошибок, связанных со сбором информации.
Гистограмма
Гистограмма — способ графического представления табличных данных.
Количественные соотношения некоторого показателя представлены в виде прямоугольников, площади которых пропорциональны. Чаще всего для удобства восприятия ширину прямоугольников берут одинаковую, при этом их высота определяет соотношения отображаемого параметра.
Таким образом, гистограмма представляет собой графическое изображение зависимости частоты попадания элементов выборки от соответствующего интервала группировки.
Стратификация
Стратификация – разделение полученных данных на отдельные группы (слои, страты) в зависимости от выбранного стратифицирующего фактора.
В качестве стратифицирующего фактора могут быть выбраны любые параметры, определяющие особенности условий возникновения и получения данных: различное оборудование; время сбора данных; разные виды сырья; различие используемых станков, средств измерения и т. д.
При отсутствии учета стратифицирующего фактора (расслоения данных) происходит их объединение и обезличивание, затрудняющее установление действительной взаимосвязи между полученными данными и особенностями их возникновения.
Например, при анализе источника дефектной продукции, поставляемой предприятию несколькими сторонними поставщиками, целесообразно в качестве стратифицирующего фактора выбрать поставщиков и произвести стратификацию дефектной продукции по поставщикам.
Диаграмма рассеивания (разброса)
Диаграмма разброса (рассеивания) - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих факторов и выдвинуть гипотезу о наличии или отсутствии корреляционной связи между двумя случайными величинами. Она полезна в случае, когда между исследуемыми факторами не существует формализованной зависимости, но предполагается возможность вероятностной связи, силу которой в общем случае можно оценить по величине коэффициента корреляции. При наличии корреляционной зависимости можно осуществить контроль одной из двух характеристик, что позволит сократить время и стоимость процесса. При этом характер корреляционной зависимости, который определяется видом диаграммы разброса, дает представление о том, каким изменениям будет подвержен один из параметров при определенных изменениях другого.
Диаграмма Парето
Диаграмма Парето – инструмент, позволяющий наиболее рационально распределить усилия для разрешения возникающих проблем и выявить основные причины, с которых нужно начинать действовать.
Различают два вида диаграмм Парето:
- Диаграммы Парето по результатам деятельности: эти диаграммы предназначены для выявления главной проблемы в конкретном случае и отражает нежелательные результаты деятельности;
- Диаграмма Парето по причинам: эти диаграммы отражают причины проблем, возникающих в ходе производства, и используются для выявления главных из них.
Более распространённым является первый тип потому, что результаты всегда представлены в количественном виде и появляется возможность их объективной оптимизации.
Контрольная карта
Контрольная карта – это линейчатый график, построенный на основании данных измерений показателей процесса (или продукта) в различные периоды времени. Он позволяет отразить динамику изменений показателя и за счет этого контролировать процесс.
От обычных линейчатых графиков контрольные карты отличаются только дополнительно нанесенными горизонтальными линиями. Эти линии обозначают верхнюю и нижнюю контрольную границу статистически допустимых изменений измеряемой величины и среднее значение всех измерений.
Применение контрольных карт для отображения изменений показателей во времени дает возможность точно определить, когда и как изменился процесс и тем самым обеспечить базу для управления им. Например, если контрольная карта отображает единичный случай выхода показателя за контрольные границы, то нет необходимости предпринимать какие-либо действия по корректировке процесса. Если же, например, контрольная карта показывает асимметричное смещение контролируемого показателя (в течение длительного интервала времени) относительно линии средних значений, то процесс требует вмешательства и принятия корректирующих действий.
QFD
Технология развертывания функций качества. Основная идея технологии QFD. QFD на базе матрицы «дом качества». Система домов качества. Основные преимущества использования QFD. QFD для закупочной логистики. QFD для производственной логистики. QFD для распределительной логистики. QFD для оператора логистических услуг. Трудности в реализации QFD.
Технология развертывания функции качества (QFD) - это направление развития пожеланий потребителя на основе функций и операций деятельности компании по обеспечению качества на каждом этапе жизненного цикла вновь создаваемого продукта.
Основная идея технологии QFD заключается в понимании того, что между потребительскими свойствами и нормируемыми в стандартах, технических условиях параметрами продукта существует большое различие. Вспомогательные показатели качества важны для производителя, но не всегда важны для потребителя. Технология QFD позволяет преобразовать фактические показатели качества изделия в технические требования к продукции, процессам и оборудованию.
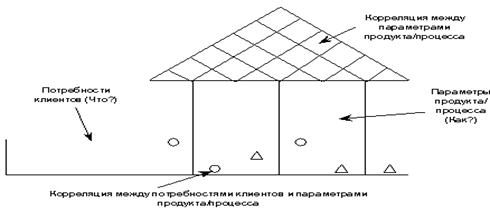
В основе QFD лежит использование серии матриц - так называемых " домов качества" (houses of quality), позволяющих интегрировать требования потребителей к уровню качества с параметрами продукта или процесса. В матрице требования покупателей представлены в рядах (по горизонтали), а параметры продукта/процесса - в столбцах (по вертикали). Основная цель использования матрицы - установление соответствия между потребностями клиентов, т.е. ответом на вопрос: " Что? " и тем, посредством чего они удовлетворяются, т.е. ответом на вопрос " Как? ". " Крыша" дома качества - матрицы - показывает степень корреляции между параметрами продукта/процесса, а правая часть матрицы позволяет оценить успешность удовлетворения требований клиентов относительно конкурентов или наилучших достижений в данной области.
QFD позволяет (преимущества):
-значительно повысить качество производимых продуктов или оказываемых услуг;
-увеличить надежность продукта/услуги;
-значительно уменьшить количество жалоб;
-значительно уменьшить затраты на разработку нового продукта/услуги;
-значительно уменьшить производственные затраты;
-значительно сократить продолжительность процессов планирования и принятия решения;
-значительно повысить производительность труда;
-всему персоналу организации осознать необходимость учета мнений клиентов;
-сократить время реагирования на возникновение рыночных возможностей.
Как показывает практика, процесс внедрения QFD чаще всего сопряжен с возникновением следующих трудностей:
- недостаточной коммуникативностью потребителей;
- несвоевременностью принятия решения или санкционирования необходимых действий;
- отсутствием ясности относительно компетентности и ответственности;
- вынужденными изменениями в проектируемом продукте, возникающими вследствие непродуманной политики снабжения;
- нестандартностью заказов;
- недостаточным вниманием к деталям.
|
|