Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Введение. Огромную роль в любом производстве играет технологическая оснастка
|
|
Огромную роль в любом производстве играет технологическая оснастка. Это обусловлено тем, что, чем качественнее оснастка для станков, тем лучше производительность предприятия. Машиностроение-основа техническогоперевооружения всех отраслей народного хозяйства. Важное место в общем выпуске продукции машиностроения принадлежит строительным и дорожным машинам. На современном этапе развития строительного и дорожного машиностроения весьма актуальными проблемами являются повышение надежности и долговечности изготавливаемых машин, рост эффективности их производства.
Параллельно с развитием технологии машиностроения совершенствовались технология и организация ремонта машин. Главные задачи машиностроения - рост эффективности повышения качества продукции, усиление режима экономии. Исходя из указанных задач, были установлены основные направления развития машиностроительного комплекса. Было решено в первоочередном порядке обеспечить коренную реконструкцию и опережающее развитие машиностроительного комплекса, прежде всего станкостроения.
Новые станки по сравнению со старыми станками, являются более сложными и точными по конструкции и поэтому обеспечивают более высокую точность выпускаемых машин. При этом при подготовке производства к выпуску новых машин ставятся требования максимального сокращения сроков и снижения себестоимости подготовки производства.
Повышение производительности обработки в значительной степени обусловлено внедрением механизации и автоматизации технологических процессов, оснащением производства специальными и переналаживаемыми приспособлениями. Степень оснащённости приспособлениями различных производств неодинакова. В крупносерийном и массовом производстве она значительно выше, чем в мелкосерийном производстве. Именно этим, в
основном, и объясняется тот факт, что трудоёмкость изготовления подобных деталей в крупносерийном и массовом производстве в 2 - 3 раза, а иногда и в пять раз меньше, чем в мелкосерийном и единичном производстве.
Понятно, что при малых партиях деталей и частой их замене не предоставляется важным использовать высокопроизводительные специальные приспособления, предназначенные для выполнения одной детали операции. В мелкосерийном и единичном производстве необходимы приспособления, которые после незначительного изменения путём переналадки можно было бы использовать многократно для осуществления различных детали операций.
В последние годы разработаны отвечающие этим требованиям так называемые переналаживаемые приспособления. Они обладают основными свойствами специальных приспособлений, высокой точностью и производительностью и одновременно позволяют значительно сократить их удельную металлоемкость, а также затраты на проектирование и изготовления за счёт возможности многократного использования.
В данном курсовом проекте проектируется специальное приспособление на протяжную операцию механической обработки детали «Шестерня», которое предназначено для протягивания шпоночных пазов детали. Курсовой проект включает в себя пояснительную записку, содержащая: введение, общий раздел, расчетно-конструкторский раздел и графическую часть, содержащую сборочный чертеж проектируемого приспособления и чертежи нестандартных деталей станочного приспособления.
1. Общий раздел
1.1 Назначение, устройство и принцип действия проектируемого приспособления
Приспособление предназначено для протягивания паза размером 16, 12мм. Обойма закрепляется на фланце с помощью винта, а затем уже устанавливается деталь. После этого производится протягивание шпоночного паза детали «Шестерня». Для того, чтобы снять инструмент все действия выполняются в обратной последовательности.
Заготовка устанавливается на переднюю цилиндрическую часть фланца. Промежуточный цилиндрический бурт-фланец является опорной частью втулки. Режущие и калибрующие зубья плоской шпоночной протяжки имеют прямолинейные режущие кромки, параллельные дну протягиваемой канавки.
Приспособление состоит из следующих элементов:
1. Обойма;
2. Фланец;
3. Ручка.
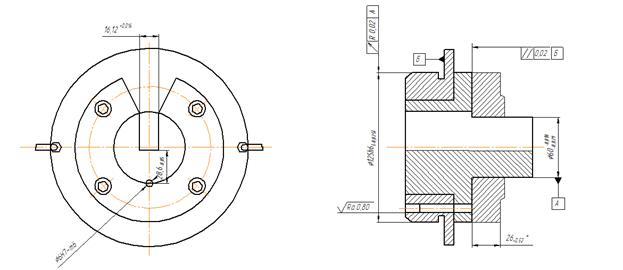
Рисунок 1 – Схема приспособления
1.2 Проверка условия лишения возможности перемещения инструмента в приспособлении
Основным при разработке процессов механической обработки является вопрос о правильном базировании заготовки на станке при ее обработке либо жесткого крепления обрабатываемого инструмента. От того, как осуществляется базирование и закрепление заготовки на станке, зависит в большей степени точность ее обработки. Известно, что абсолютно твердое тело имеет относительно координатных осей шесть степеней свободы; эти шесть степеней свободы сводятся к трем возможным перемещениям вдоль трех осей координат и трем возможным вращениям вокруг относительно тех же осей, т.е. положение тела вполне определяется шестью координатами относительно трех координатных плоскостей. Любая координата лишает твердое тело одной степени свободы.
 В данном случае деталь лишается пяти степеней свободы. Деталь устанавливается на фланец, эта поверхность является установочной базой и лишает деталь трех степеней свободы, т.е. возможности перемещения вдоль оси ОZ и вращения вокруг осей OX u OY. Так же зажимается с одной стороны корпусом, что является направляющей базой и лишает деталь двух степеней свободы. Этого достаточно для сохранения инструмента неизменного положения в процессе обработки.
В данном случае деталь лишается пяти степеней свободы. Деталь устанавливается на фланец, эта поверхность является установочной базой и лишает деталь трех степеней свободы, т.е. возможности перемещения вдоль оси ОZ и вращения вокруг осей OX u OY. Так же зажимается с одной стороны корпусом, что является направляющей базой и лишает деталь двух степеней свободы. Этого достаточно для сохранения инструмента неизменного положения в процессе обработки.
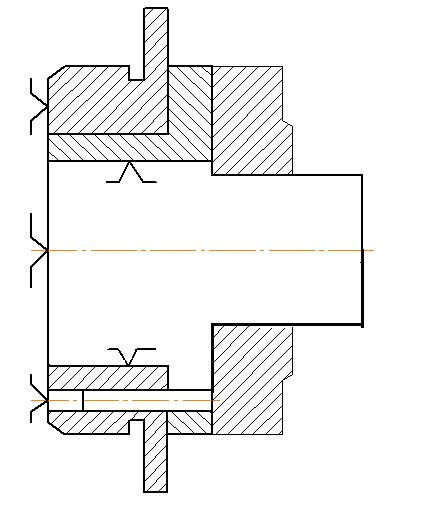
Рисунок 2 - Схема базирования и установки
2.Расчетно-конструкторский раздел
2.1 Расчет приспособления на точность обработки
2.1.1 Расчет погрешности установки
Погрешность установки ε y - одна из составляющих случайной погрешности выполняемого размера детали - возникает при установки обрабатываемой детали в приспособлении и складывается из погрешности базирования ε б, погрешности закрепления ε з и погрешности положения детали ε пр, зависящей от неточности приспособления и определяемой ошибками изготовления и сборки ее установочных элементов их износа при работе.
Так как ε б, ε з и ε пр представляют собой поля рассеивания случайных величин, подчиняющихся закону нормального распределения, то погрешность установки ε y как суммарное поле рассеивания выполняемого размера детали определяют по формуле:
 (1)
(1)
Где ɛ б - погрешность базирования,
ɛ з – погрешность закрепления,
ɛ пр – погрешность положения детали.
2.1.2 Расчет погрешности базирования
В процессе обработки заготовки возникают отклонения от геометрической формы и размеров, заданных чертежом, которые должны находиться в пределах допусков, определяющих наибольшие допустимые значения погрешностей размеров и формы заготовки или детали. Окончательная или суммарная погрешность складывается из первичных погрешностей, которые образуются из погрешностей установки заготовки, настройки станка и самой обработки.
При выборе баз на последующих операциях необходимо стремиться использовать принцип совмещения баз, т.е. в качестве установочной базы использовать поверхность, являющуюся конструкторской или измерительной
 базой. Наибольшая точность будет получена, если установочная база совпала с измерительной и с конструкторской. Если измерительная база не совпадает с установочной, возникает погрешность базирования, т.е. разность предельных расстояний измерительной базы относительно установочного на заданный размер детали режущего инструмента.
базой. Наибольшая точность будет получена, если установочная база совпала с измерительной и с конструкторской. Если измерительная база не совпадает с установочной, возникает погрешность базирования, т.е. разность предельных расстояний измерительной базы относительно установочного на заданный размер детали режущего инструмента.
В данном случае измерительная база совпадает с установочной. Погрешность базирования будет равна 0.
2.1.3.Расчет погрешности закрепления
Погрешностью закрепления ε з называют разность между наибольшей и наименьшей величинами проекций смещения измерительной базы в направлении получаемого размера в следствии приложения к обрабатываемой детали силы зажима. Основная причина, влияющая на погрешность закрепления детали – деформация базовых поверхностей детали и стыков цепи, по которой передаются силы зажима. Большое внимание на погрешность закрепления оказывает форма и габаритные размеры обрабатываемой детали, точность и чистота базовых поверхностей, конструкция приспособления и постоянство сил зажима детали. Следовательно, погрешности закрепления необходимо определять для конкретных схем установки детали в приспособлении опытным путем.
В данном случае, так как смещение заготовки перпендикулярно выдерживаемому размеру, то погрешность закрепления будет равна нулю.
2.1.4 Расчет погрешности положения ε пр.
Погрешность положения заготовки ε пр вызываемая неточностью приспособления, определяется погрешностями при изготовлении и сборке ее установочных элементов ε ус, износом последних ε и, и ошибками установки приспособления на станке ε с.
Составляющая ε ус характеризует неточность положения установочных элементов приспособления. Технологические возможности изготовления приспособлений обеспечивают ε ус в пределах 0-15 мкм ([2] стр.19)
Составляющая ε и характеризует износ установочных элементов приспособления. Величина износа зависит от программы выпуска изделий, их конструкции и размеров, материала и массы заготовки, состояние ее базовой поверхности, а также условий установки заготовки в приспособление и снятие ее. Изнашивание опор с развитой несущей поверхностью протекает равномерно и величина износа определяется по формуле:
 (2)
(2)
где N – число контактов заготовки с опорой, N = 15000;
β 2 = 0, 4-0, 8
По формуле (5) определяем:

Износ опор ограничивают расчетной величиной и и контролируют при плановой периодической проверке приспособлений. Если износ достигает предельно допустимой величины, производят смену опор.
Составляющая ε с выражает погрешность установки приспособления на станке, обусловленную смещением корпуса приспособления на столе станка. В данном случае погрешность установки приспособления на столе
станка равна нулю, т.к. данное приспособление является передвижным.
Величины ε ус, ε и и ε с – это расстояния между предельными
проекциями измерительной базы обрабатываемых заготовок на направление выполняемого размера. Они представляют собой поля рассеянных случайных величин. При использовании приспособлений в серийном производстве
 (3)
(3)
 где t – коэффициент определяющий долю возможного брака, %; рекомендуется принимать t = 3; λ 1 и λ 2 – коэффициенты зависящие от кривой распределения; для кривой равной вероятности λ 1 = 1/3; для кривой Гаусса λ 2 = 1/9 ([2] стр. 22).
где t – коэффициент определяющий долю возможного брака, %; рекомендуется принимать t = 3; λ 1 и λ 2 – коэффициенты зависящие от кривой распределения; для кривой равной вероятности λ 1 = 1/3; для кривой Гаусса λ 2 = 1/9 ([2] стр. 22).
По формуле (6) определяем:

По формуле (1) определяем погрешность установки

2.1.5 Расчеты допусков и посадок приспособления
Расчеты допусков и посадок выполняют для ответственных размеров в сопряжении станочных приспособлений.
Имеются следующие три группы размеров СП, их сборочных единиц и деталей:
1. Свободные размеры (например, габаритные размеры корпуса приспособления), которые не влияют на точность обработки заготовок. Их назначают из конструктивных соображений с учетом стандартов на заготовки деталей приспособлений и действующих сортаментов материалов, а также с учетом необходимости уменьшать габаритные размеры, металлоемкость и трудоемкость изготовления.
2. Размеры деталей и сборочных единиц СП, не влияющие непосредственно на точность обработки заготовок (например, размеры выталкивателей и некоторых других вспомогательных механизмов; диаметры отверстий под запрессованные штифты и т.п.). Эти размеры и допуски на них назначают с учетом соответствующих стандартов на детали и сборочные единицы СП или на основе производственного опыта.
3. Размеры, существенно влияющие на точность обработки заготовок (например, координаты и размеры отверстий кондукторных втулок, диаметры рабочих шеек цилиндрических оправок, размеры установочных элементов для ориентации СП относительно системы координат станка с ЧПУ и т.д.).Как правило, их назначают на основе имеющегося опыта в зависимости от требований к точности обработки. Расчетно-аналитические методики определения допусков разработаны лишь для некоторых частных случаев.
Допуски на координирующие и установочные размеры.
Допуски на координирующие и установочные размеры СП (например, координаты кондукторных втулок, расстояние от поверхности установа «под щуп» до опор фрезерного приспособления и т.п.) определяют по формуле
 (4)
(4)
где ITLД – допуск на выполняемый размер LS детали; ITLП – допуск на размер Lп приспособления, влияющий на точность размера dД; ω – допустимое смещение заготовки относительно опор приспособления при установки по охватывающим и охватываемым поверхностям на пальцы, отверстия, выступы и т.д.; ψ – коэффициент ужесточения допуска ITL.
Определяем исполнительный размер диаметра паза и допуск на координирующий размер приспособления.
Исполнительный диаметр фланца Ø 80g6 мм, а диаметр оправки Ø 80Н7 мм.
При расчете исполнительных размеров установочных элементов СП исходят из допустимого смещения: для посадок с зазором, когда положение обработанной поверхности задано зависимым допуском расположения
 (5)
(5)
В соответствии с таблицей коэффициент ужесточения Ψ =0, 5.
Из условия удобной установки допустимое смещение ω = 0, 03мм.
Допуск составляет 0, 019мм
 Из выражения (7)
Из выражения (7)

Из условия (8)

Допуск для обработки отверстий на проход под винты, болты и резьбу обычно составляет ±0, 05…±0, 1 мм и определяется по формуле
Максимальный зазор между фланцем и оправкой


2.2 Расчет усилий закрепления детали в приспособлении
Определение усилий зажима, необходимых для надежного удержания обрабатываемых деталей, является основой для установления расчетно-конструктивных параметров силовых цилиндров, приводов и зажимных устройств приспособлений. Расчет необходимых зажимных сил выполняется в следующем порядке.
1.Выбирается оптимальная схема базирования и закрепление детали. При этом следует определить места расположения и размеры установочных элементов в приспособлении, составить схему закрепления детали, т.е. определить места положения и направления действия зажимных сил и их моментов. Места приложения сил выбирают исходя из условий наибольшей жесткости, устойчивости крепления и минимальной деформации детали. По заданным режимам резания следует определить величину, направление и место приложения сил резания для наиболее неблагоприятного случая, требующего наибольших зажимных сил. Силы зажима и резания следует направлять на опоры.
2.На составленной схеме изображаются стрелками все приложенные к детали силы, стремящиеся сдвинуть или повернуть деталь в приспособлении (силы резания и их моменты) и удерживающие ее (зажимные силы, силы трения и реакции опор). В некоторых случаях учитываются и объемные силы (центробежные и масса детали).
3.Вводится коэффициент надежности закрепления k, учитывающий возможное увеличение силы резания в процессе обработки. Величины коэффициента запаса k устанавливается дифференцировано с учетом конкретных условий обработки и закрепления детали. Определяется он по формуле
k= k0 k1 k2 k3 k4 k5 k6, (6)
где k0 – гарантированный коэффициент запаса надежности закрепления. Для всех случаев рекомендуется принимать k0 = 1, 5. Величины, взятые в скобки, являются частными коэффициентами запаса: k1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках. При черновой обработке k1 = 1, 2, при чистовой и отделочной k1 = 1; k2 – коэффициент, учитывающий увеличение силы резания от затупления режущего инструмента, k2 = =1-1, 8; k3 – коэффициент, учитывающий условия обработки при прерывистом резании, k3 = 1, 2; k4 – коэффициент, характеризующий погрешность зажимного устройства. Для ручных зажимов k4 = 1, 3, для пневматических, гидравлических и других устройств. Развивающих постоянную силу зажима k4 = 1; k5 - коэффициент, характеризующий степень удобства расположения рукояток в ручных зажимных устройствах. При удобном их расположении k5 = 1, при неудобном k5 = 1, 2; k6 – коэффициент, учитывающий только наличие моментов, стремящихся повернуть заготовку на опорах; при установке на точечные опоры k6 = 1, при установке на пластины опорные k6 = 1, 5.
4.Устанавливаются усилия зажима. Величины зажимного усилия определяется на основе решения задачи статики на равновесие детали под действием всех приложенных к ней сил и моментов. В практике конструирования приспособлений в зависимости от применяемых методов обработке имеет место несколько характерных схем расчета зажимных сил.
По найденной силе зажима рассчитываются зажимные механизмы приспособлений, определяется сила на штоке, а по ней основные размеры силовых цилиндров. Установление минимального допустимого зажимного усилия особенно важно при использовании пневматических, гидравлических и других силовых приводов, так как от него зависят габариты, масса и стоимость зажимных устройств. Зажимные устройства следует проектировать на основе максимального использования стандартных деталей и сборочных единиц.
Определение усилия зажима при протягивании.
В процессе обработки заготовки протягиванием, инструмент находится под действием осевого усилия Р0. На горизонтально-протяжном станке модели 7523 заготовка остается не подвижна, движение протяжки возврартно-поступательное. Сначала необходимо определить силу резания при обработке, а затем уже определиться с диаметром болта, который способен обеспечить такую силу зажима, которая будет больше чем сила резания на коэффициент запаса равный 1, 5. При протягивании следует, исходя из геометрических параметров протяжки, рассчитать периметр резания  - наибольшую суммарную длину лезвий всех одновременно режущих зубьев.
- наибольшую суммарную длину лезвий всех одновременно режущих зубьев.
 где
где
B - периметр резания, равный длине обрабатываемого контура заготовки
Zl – наибольшее число одновременно режущих зубьев
 где
где
l – длина обрабатываемой поверхности
t – шаг режущих зубьев
 ,
,
Подача на зуб Sz также заложена в конструкции протяжки и равна размерному перепаду между соседними режущими зубьями.
После расчета периметра резания рассчитывается скорость резания: 

N – мощность протяжного станка, кВт
 - КПД протяжного станка
- КПД протяжного станка
Р – сила резания на 1 мм длины лезвия (см таблицу 1)
| Sz, мм | 0, 01 | 0, 02 | 0, 03 | 0, 04 | 0, 06 | 0, 08 | 0, 10 | 0, 12 | 0, 14 | 0, 16 |
| Сталь | ||||||||||
| Чугун |
|
|