Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Способы печати
|
|
Для изготовления таких специальных печатных изделий, как банкноты, марки, применяются различные способы печати. Какие способы печати будут приемлемы с точки зрения государства, зависит от конфигурации печатных машин в специальных типографиях и от эскизов продукции. Офсетная, высокая непрямая, глубокая, металлографская, иногда еще и высокая печать, а также их комбинации – это способы, применяемые при печати ценных бумаг. Как правило, используются листовые машины или специальные рулонные печатные машины (с шириной до 560 мм). Для многокрасочной печати почтовых марок применяются листовые и рулонные печатные машины со многими печатными секциями. В листовой и рулонной печати можно использовать комбинированные печатные секции с различными способами печати: офсетом, высокой непрямой печатью, металлографской печатью, а также глубокой печатью.
Формный гравированный цилиндр ротационной машины для печати марок изготавливается особым способом для обеспечения уверенности в том, что гравированные изображения на цилиндре, а их может быть больше 1000, абсолютно одинаковы. Путем многоступенчатого выполнения ряда операций с ручной гравюры изготавливается так называемый шаблон для тиснения – молета. На специальной машине тиснение выполняется при высоком давлении и постоянной скорости формного цилиндра (рис. 5-11). Молета " пробегает" по окружности, смещаясь с определенным шагом, и этот процесс многократно повторяется, пока не заполняется вся отведенная поверхность цилиндра.
Чтобы защитить молету от износа и облегчить нанесение изображения, формный цилиндр имеет медную рубашку, которая после процесса молетирования для повышения износостойкости хромируется. С изготовленных таким образом формных цилиндров после их использования хром удаляется, а цилиндр подготавливается для новой работы.
Рис. 5-12 представляет машину для печати марок с применением офсета и металлографского способа глубокой печати. Обратим особое внимание на установку для очистки бумажного полотна, обеспечивающую высокое качество и уменьшающую выход макулатуры. Отпечатанные марочные листы перфорируются на перфорационной машине или высекаются на штанцевальном устройстве.
После печати на рулонной машине (рис. 5-12 и 5-13) бумажное полотно проходит через сушильное устройство, перфоратор или ротационное штанцевальное и нумерационное устройства. Полотно с марками снабжается с обратной стороны номером. В начале бумажного полотна после размотки рулона нумерационным валом с системой защиты на его краю печатаются номер и дата. Нумерационный вал с системой защиты прочно связан с приводом печатной машины и не может быть прокручен назад.
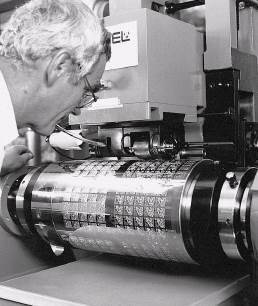
Рис. 5-11
Машина для накатывания узора в процессе изготовления формного цилиндра для печати почтовых марок со стальных гравюр (Goebel)
Бумажное полотно разрезается поперечным резальным устройством на листы или сматывается аппаратом в рулон для последующей размотки с целью получения готовой продукции в виде тетрадных листов или намотки в ролики. На рис. 5-13 представлена производственная линия, которая может изготавливать знаки почтовой оплаты либо в листах, либо в рулонах.
Рабочая скорость рулонной печатной машины определяется производительностью перфоратора, который может иметь разные принципы исполнения.
|
|