Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Автоматизация приспособлений для универсального и специального оборудования
|
|
Анализ различных операций механической обработки и сборки показывает, что доля вспомогательного времени в штучном времени часто превышает 40 %. Уменьшение основного времени приводит к дальнейшему увеличению доли вспомогательного времени. Это вызывает стремление автоматизировать работу приспособлений, обеспечивая повышение производительности, облегчение труда и высвобождение обслуживающих рабочих.
При частичной автоматизации выполняют один или несколько приемов работы: установку и снятие заготовок в приспособления посредством загрузочных устройств различного типа (это особенно эффективно при обработке небольших заготовок, установка которых неудобна вручную из-за стесненности рабочей зоны); закрепление и открепление заготовок в приспособлениях стационарного типа или в приспособлениях для непрерывной обработки; съем и выталкивание заготовок из рабочей зоны после выполнения операции; вращение, фиксацию и закрепление поворотных частей многопозиционных приспособлений; измерение заготовок в процессе обработки (при шлифовании, хонинговании и других операциях). В наиболее совершенном виде измерительное устройство управляет механизмами подачи и остановки станка, выполняя функции активного контроля. При полной автоматизации приспособления и цикла обработки эта технологическая операция может выполняться без участия рабочего. Он должен лишь своевременно загружать заготовками бункер (магазин) и следить за работой станка и приспособления. Применение автоматизированных приспособлений позволяет автоматизировать технологические процессы, используя дешевые универсальные станки и «превращая» их в полуавтоматы и автоматы. В этом случае, однако, нужно иметь дополнительно управляющие и транспортирующие устройства. При конструировании автоматизированных станочных приспособлений особое внимание должно быть обращено на удаление стружки. Мелкую стружку удаляют из труднодоступных мест струёй сжатого воздуха, отсасывая ее или смывая охлаждающей жидкостью. В других случаях стружку удаляют механически скребками или щетками. При обработке вязких материалов для измельчения стружки применяют инструмент, снабженный стружколомами. В автоматизированных приспособлениях должна исключаться возможность неправильной установки заготовки. Для этого применяют блокировочные и предохранительные устройства, а также контрольные габариты (в автоматических линиях). При неправильном положении (или отсутствии) заготовки станок останавливается и обработка прекращается. Ниже рассмотрены примеры автоматизированных приспособлений. На рис. 71 приведена схема пневматического приспособления для сверления отверстий в цилиндрических заготовках с подачей их из магазина. Механизм подачи вертикально-сверлильного станка изменен для получения непрерывного возвратно-поступательного движения шпинделя.
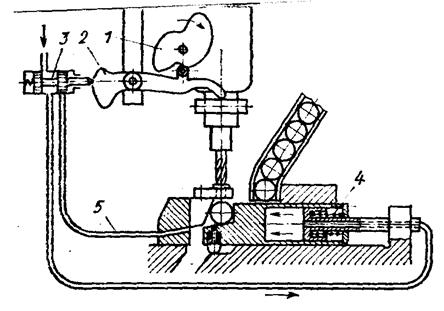
Рис. 71. Автоматизированный кондуктор для сверления отверстий в пальцах
На вал реечного колеса (на рисунке не показано) насажен кулачок подачи 1. Кулачок 2 управляет золотником 3, регулирующим поступление воздуха в пневмоцилиндр 4 зажимного устройства. Отработавший воздух, выходя через вал 5, очищает приспособление от стружки. Обратный ход шпинделя осуществляется пружиной или грузом.
Станки, оборудованные автоматизированными приспособлениями с бункерной загрузкой, сравнительно легко связываются в единую автоматическую линию с помощью транспортеров-перегружателей. В этом случае остановка одного из станков не вызывает остановку последующих, так как бункеры являются одновременно накопителями промежуточного запаса заготовок. Применение бункеров нецелесообразно для обработки заготовок средних и крупных сложных конфигураций, автоматическая ориентация которых затруднительна.
На безбункерную автоматическую линию заготовки устанавливают вручную или посредством подъемно-транспортных механизмов. Их синхронное перемещение от одной рабочей позиции к другой осуществляется шаговым транспортирующим устройством.
|
|