Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Короткі теоретичні відомості
|
|
ЛАБОРАТОРНА РОБОТА № З
АВТОМАТИЧНЕ КЕРУВАННЯ ЗВАРЮВАННЯМ ПЛАВКИМ ЕЛЕКТРОДОМ ПРИ ВИКОНАННI CAP НАПРУГИ ДУГИ (АРНД)
Мета роботи.
1. Ознайомитися з принципом роботи системи АРНД. 2. Вивчити конструкцію та електричну схему зварювального трактора АДС-1000-2, порядок налагоджування автомата на заданий режим зварювання. 3. Дослідити роботу системи АРНД у статичному режимі. 4. Дослідити роботу системи АРНД за наявності постійно діючого збурення за швидкістю подачі електродного дроту. 5. Дослідити роботу системи АРНД за наявності постійно діючого збурення за напругою мережі живлення.
Короткі теоретичні відомості
Статичний режим роботи системи регулювання є сталим станом, що виникає після закінчення перехідного процесу. Аналіз властивостей систем регулювання при роботі в статичному режимі дозволяє відповісти на основне питання - про придатність тієї або іншої системи для здійснення заданого технологічного процесу. Результати такого аналізу можуть бути використані як при виборі і експлуатації систем регулювання, так І при визначенні технічних вимог і розрахунку параметрів регулятора.
Рівняння статичної характеристики системи АРНД
Рівняння статичної характеристики системи АРНД можна визначити, виходячи з умов рівноваги в статичному режимі, а також математичної залежності, що описує роботу в статиці регулятора і об’єкту регулювання, подібно до опису системи АРДС (див. лаб. роботу № 2).
Рівновага системи регулювання в статичному режимі і в цьому випадку відповідає умові:
V n= V e,
де Vn» швидкість подачі електродного дроту; V e - швидкість його плавлення
в дузі.
Рівняння статичної характеристики регулятора системи АРНД (наприклад, у тракторі АДС-1000-2), тобто залежність між виходом і входом регулятора в статичному режимі має вигляд:
V n= k p(U д- U з)
k p коэффициент посилення регулятора - результуючий коефіцієнт посилення всіх органів регулятора між входом і виходом [м/(с*В)]; U л - регульована величина ~ напруга дуги, В; U3 - задавальний параметр, приведений до ланцюга входу регулятора і порівняний у вимірювальному органі з регульованою величиною, В.
Рішення рівняння (3.1) відносно иЦ9 дає рівняння статичної характеристики систем регулювання АРНД
U д = k р/(k р+ k сн) U з + k cт/(k р+ k сн) I д
або
U д = U зр + k cт/(k р+ k сн) I д
де U зн= k р/(k р + k сн) U з - розрахункове значення задавальноз о параметра системи АРНД.
Графічне зображення даної статичної характеристики системи регулювання являє собою пряму, нахилену до осі аргументу під кутом α = arctg k cт/(k р+ k сн) (рис. 3.1).
З рис. 3Л. видно, що система АРНД підтримує напругу дуги т рівні що перевищує задане значення U3p. Це відхилення регульованої величини від заданої Шд визначає статичну точність системи АРНД при налагодженні.

Рис. 3.1. Статична характеристика системи регулювання АРНД (1) та джерела живлення (2)
Відповідно до рівняння (3.3) статична точність при налагодженні даної системи становить
Δ U д= U д- U зр= I д* k ст/(k р+ k сн)
Задаючись величиною відносної точності системи Δ U д/ I д = k ст/(k р+ k сн) можна обчислити необхідну величину коефіцієнта посилення регулятора кр для певної ділянки статичної характеристики системи.
Як витікає із рис. 3.1 і виразу для кута нахилу прямої до осі аргументу, точність системи (її відповідність своєму призначенню) зростає із збільшенням коефіцієнту посилення регулятора k р.
Налагодження режиму зварюваЬня при використанні сїістеми АРНД
Налагодження системи АРНД на заданий режим роботи проводиться введенням в систему задавального параметра - напруги дуги.
Зона можливого налагодження системи регулювання АРНД на різні режими зварювання визначається точками перетину двох статичних характеристик системи регулювання, відповідаючих мінімальному і максимальному значенням задавального параметра з двома граничними зовнішніми характеристиками живлячої системи і обмежуються відрізками цих характеристик (рис. 3.4).
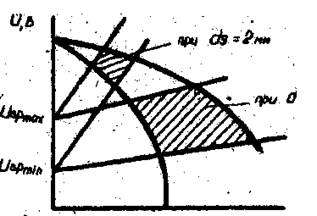
Рис. 3.4. Зони можливого налагодження системи АРНД
З аналізу рис. 3.4 слідує, що при малих значеннях k р і застосуванні електродів малих діаметрів можливі режими зварювання украй обмежені, а при деяких значеннях d e налагодження системи на зварювання практично виключається, оскільки значення U д виявляються дуже високими. В таких випадках, при переході на малі діаметри електроду, необхідно збільшувати значення kр шляхом відповідних змін електричних параметрів схеми регулятора або зміни параметрів механізму подачі електроду. Зона можливих режимів роботи системи АРНД розширюється при збільшенні kр і звужується при збільшенні k сті зменшенні d e При заданому значенні d e і kр можливі не всі бажані сполучення значень U д і I д, а лише ті, які лежать в зоні налагодження системи. На рис. 3.4 області таких режимів заштриховані.
Наприклад, у зварювальному тракторі АДС-1000 -2 задавальний параметр U зр встановлюється регулятором «напруга», розміщеним на панелі управління трактором.
Налагодження другого параметра (струму) проводиться відповідною зміною установки ’ джерела живлення. Практично це припускає таке регулювання джерела живлення, при якій його зовнішня характеристика проходить через точку енергетичної рівноваги, визначуваної заданими значеннями U д та I д. З цією метою при використанні наприклад, зварювального трансформатора, по графіку його зовнішніх характеристик визначається відповідний необхідній характеристиці струм короткого замикання І кз який встановлюється регулюючим органом джерела живлення.
Вплив збурень на роботу системи АРНД
Найпростішим прикладом кінематичного збурення, що приводить до появи статичної помилки по швидкості подачі електроду V п, є зварювання вздовж нахиленої поверхні або з постійним кутом підйому. В цих випадках має місце деяка додаткова постійна швидкості подачі електроду по відношенню до виробу, яка залежить від подавального механізму. Величина результуючої швидкості подавання для системи АРНД записується рівнянням:
V п= kр (U д – U з) ± V п
Умова рівноваги системи і властивості об'єкту регулювання так само як і при використанні системи АРДС залишаються без зміни. Тоді, вираз для статичної характеристики системи АРНД за наявності постійно діючого збурення за швидкістю подавання електродного дроту V п, можна записати в наступному вигляді:
U д = U зр ± V п /(k р+ k сн) + k cт/(k р+ k сн) I д
Статична характеристика системи регулювання АРНД за наявності збурення за швидкістю подавання дроту зміщується паралельно початковій на величину, еквівалентну зміні задавального параметра у бік його збільшення або зменшення, залежно від знака збурення. На рис. 3.2, де показаний зсув характеристик при Vn > 0 для даної системи регулювання видно, що зміщена статична характеристика системи АРНД перетинає статичну характеристику джерела живлення у новій точці А, Отже, нова рівновага системи в результаті збурення наступить при значеннях струму і напруги, відмінних від початкових значень U д і I д. Різниця між цими значеннями і дає статичні помилки за напругою Δ U д і струмом Δ I д.
Рис. 3.2. Зсув точки енергетичної рiвноваги (А-А) при постійно діючому збуренні за швидкістю подавання електродного дроту
З аналізу рис. 3.2 виходить, що величина статичних помилок при збуренні за швидкістю подавання дроту зменшується із збільшенням коефіцієнта посилення регулятора, причому статична помилка за струмом буде якнайменшою при використанні джерел живлення з круто спадними ВАХ.
При зміні напруги в силовій мережі, до якої підключене джерело живлення, також виникає відхилення параметрів режиму зварювання від заданих. Зміна напруги мережі, приведена до напруги холостого ходу зварювального джерела живлення U м приводить до еквідистантного зсуву ЗХДЖ (рис. 3.3).
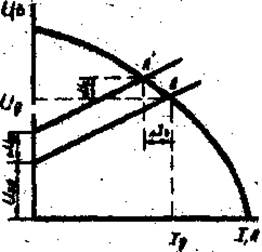
Рис. 3.3. Статичні помилки при збуренні за напругою мережі
Новий стан енергетичної рівноваги наступить при значеннях U д і I д, визначуваних точкою А перетинання статичної характеристики системи
АРНД і зміщеною ЗХДЖ. При цьому система АРНД забезпечує менше відхилення напруги дуги порівняно із відхиленням зварювального струму.
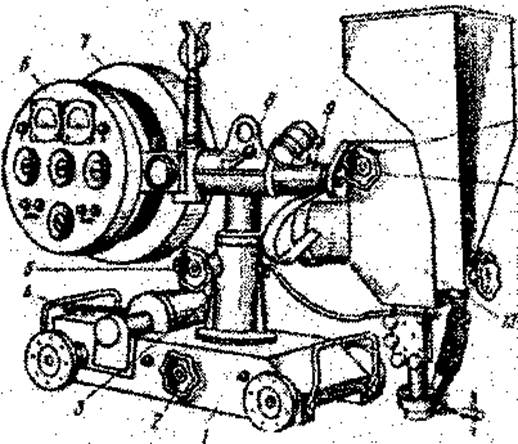
Рис. 3.4 Зварювальний трактор АДС - 1000 - 2: 1 - візок, 2 - поперечний коректор, 3 - стійка, 4 - рукоятка муфти, 5 - маховик фіксатора, 6 - пульт керування, 7 - касета, 8 - рукоятка, 9 - коромисло, 10 - бункер для флюсу, 11 - рукоятка, 12 - вертикальный коректор, 13 - головка
|
|