Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Приложение И
|
|
(справочное)
ГОСТ 2.309-73. Обозначения шероховатости поверхности (выписки)
Структура обозначения шероховатости поверхности
В обозначении шероховатости поверхности применяют один из знаков

Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1.5...3) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже. В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак  .
.
В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, сверлением и т. п., применяют знак  .
.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, объемной штамповкой, прокатом, волочением и т. п., применяют знак  .
.
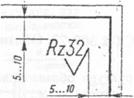 При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят.
При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение  .
.
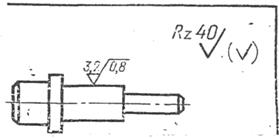
Когда часть поверхностей не обрабатывается по данному чертежу, в правом верхнем углу чертежа перед обозначением  помещают знак
помещают знак  .
.
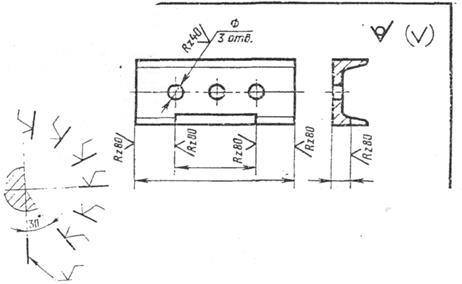
Таблица И.l — Шероховатость поверхностей деталей
| i | R0 | R1 | Внешний вид поверхности | Примерный способ получения такой поверхности | Примеры поверхностей | |
| 2, 5 | - | Черновая — сохраняющаяся в состоянии поставки и не регламентированная по данному чертежу | Прокатка, отливка, ковка, штамповка н т. д. | Поверхности профилей проката. Поверхности деталей машин, аппаратов и сооружений, не соприкасаяющихся с другими поверхностями | ||
| Весьма грубая | Отлнпка, ковка, штамповка, прокатка, обрезка. Зачистка заусенцев и окалины абразивными кругами, дробеструйная, пескоструйная, с помощью зубил и напильника | Очищенные поверхности частей машин и аппаратов. Поверхности затворов арматуры, каналов, несущих жидкости, кованых и штампованных деталей | ||||
| 50 25 12, 5 | 200 100 50 | Грубая — обдирочная, но ровная без перекосов, с грубыми следами обработки | Обдирочное точение, строгание, фрезерование. Обработка драчевым напильником, абразивным обдирочным кругом, сверление | Отверстия из-под сверла на проход и под нарезку. Соприкасающиеся поверхности (привалочные) кронштейнов, крышек и фланцев арматуры котлов, резервуаров и т. д. | ||
| 2, 5 | ||||||
| 6, 3 3, 2 | 25 12, 5 6, 3 | Получистая — с малозаметными следами обработки | Чистовое точение, строгание, растачивание, фрезерование, зенкерование. Опиливание личным напильником, шабрение, сверление | Наружные поверхности шкивов, расточки из-под резца шкивов, втулок подшипников качения и скольжения; подготовка плоскости под шабрение и т. п. | ||
| 0, 8 |
Окончание таблицы И. 1
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа.
| l | R0 | R1 | Внешний вид поверхности | Примерный способ получения такой поверхности | Примеры поверхностей |
| 0, 8 | 0, 8 | 3, 2 | Чистая — без видимых глазом следов обработки | Отделочное (тонкое и алмазное) точение и растачивание. Чистовое и тонкое развертывание. Шлифование чистовое. Чистовое и отделочное протягивание. Опиловка напильником, шабрение, полирование обычное, раскатывание | Поверхности цилиндров двигателей машин, опорные поверхности клапанов и их седел, шейки и цапфы валов и шпинделей, шейки и цапфы под подшипники качения, скалки насосов и т. п. |
| 0, 4 | 1, 6 | ||||
| 0, 25 | 0, 2 | 0, 8 | |||
| 0, 1 | 0, 4 | ||||
| 0, 5 | 0, 2 | ||||
| 0, 025 | 0, 1 | ||||
| 0, 012 | 0, 05 | Весьма чистая — высшая степень чистоты обработки | Тонкое шлифование и полирование. Ручные и доводочные процессы (чистовой, тонкий и двухкратный суперфиниш, тонкое хонингование). Притирка тонкая и т. п. | Вращающиеся и скользящие поверхности машин двигателей, рабочие поверхности калибров особо ответственных измерительных инструментов | |
| 0, 08 | - | 0, 025 |
Шероховатость поверхностей деталей при различных видах обработки
| Rz Ra | Параметр шероховатости (мкм) | Литье | Ковка | штампов, гор. | штампов, хол. | Прокат | Сверление | Строгание | Фрезерование | Точение | Развертывание | Протягивание | Шлифовыание | Полирование | хонингование | Доводка | Обкат | |
| от | до | |||||||||||||||||
| Rz | ||||||||||||||||||
| Rz | ||||||||||||||||||
| Rz | ||||||||||||||||||
| Rz | ||||||||||||||||||
| Rz | ||||||||||||||||||
| Ra | 2.5 | 2.0 | ||||||||||||||||
| Ra | 2.0 | 1.6 | ||||||||||||||||
| Ra | 1.6 | 1.25 | ||||||||||||||||
| Ra | 1.25 | 1.00 | ||||||||||||||||
| Ra | 1.00 | 0.80 | ||||||||||||||||
| Ra | 0.80 | 0, 63 | ||||||||||||||||
| Ra | 0.63 | 0.50 | ||||||||||||||||
| Ra | 0.50 | 0.40 | ||||||||||||||||
| Ra | 0.40 | 0.32 | ||||||||||||||||
| Ra | 0.32 | 0.25 | ||||||||||||||||
| Ra | 0.25 | 0.20 | ||||||||||||||||
| Ra | 0.20 | 0, 16 | ||||||||||||||||
| Ra | 0.16 | 0.125 | ||||||||||||||||
| Ra | 0, 125 | 0, 100 | ||||||||||||||||
| Ra | 0, 100 | 0.080 | ||||||||||||||||
| Ra | 0.80 | 0.063 | ||||||||||||||||
| Ra | 0.063 | 0.050 | ||||||||||||||||
| Ra | 0.050 | 0.040 | ||||||||||||||||
| Ra | 0.040 | 0.032 | ||||||||||||||||
| Ra | 0.032 | 0.025 | ||||||||||||||||
| Rz | 0.025 | 0, 020 | ||||||||||||||||
| Rz | 0.100 | 0.080 | ||||||||||||||||
| Rz | 0.080 | 0.063 | ||||||||||||||||
| Rz | 0.063 | 0.050 | ||||||||||||||||
| Rz | 0.050 | 0.040 | ||||||||||||||||
| Rz | 0, 040 | 0.032 | ||||||||||||||||
| Rz | 0.032 | 0.025 |
Приложение К
(справочное)
Условные обозначения материалов Металлы и сплавы
■ Условные обозначения материалов деталей подразделяют на две группы:
- содержащие только качественную характеристику материала детали;
- содержащие качественную характеристику материала и характеристик) профиля сортового материала, из которого изготавливается деталь.
■ Условные обозначения, характеризующие только качество материала, содержат: наименование материала и марку материала, номер стандарта, в котором содержится полная характеристика указанной марки материала. Наименования: «Сталь», «Серый чугун», «Ковкий чугун», «Бронза» не указывают, если в марке перечисленных материалов содержатся сокращенные наименования данного материала «Ст», «Сч», «Кч», «Бр»,
Примеры уставных обозначений материалов:
· СЧ 15 ГОСТ 1412 - 85 - чугун серый, 15 - предел прочности при растяжении,
· КЧ30 - 6 ГОСТ1215 - 79 - ковкий чугун ферритного класса
· Ст 3 ГОСТ 380 - 88 - сталь углеродистая обыкновенного класса, номер стали 3,
· Сталь 20 ГОСТ 1050 - 88 - сталь углеродистая качественная конструкционная со средним содержанием углерода 0, 20%,
· Сталь У8 ГА ГОСТ 1435 - 90- сталь углеродистая инструментальная с повышенным содержанием марганца, высококачественная,
· Сталь 12Х2Н4А ГОСТ 4543-71 - высококачественная хромоникелевая сталь 0, 12% углерода, 2% хрома, 4% никеля.
· В условных обозначениях материалов, изготовляемых из стандартизованных профилей, указывают наименование сортового материала, размерную и качественную характеристику профиля, номер стандарта, в котором изложены требования к данному профилю.
Примеры условных обозначений:
| Полоса | 
| Швеллер | 
| |||
| Круг | 
| Квадрат | 
| |||
| Уголок | 
| Двутавр | 
| |||
| Прокат листовой холоднокатаный - Лист | 
| |||||
| Шестигранник | 
| |||||
| Прокат листовой горячекатаный | 
| |||||
Проволока низкоуглеродистая общего назначения ГОСТ 3282- 74
Проволока 1.2-О-С ГОСТ3282 74
Сплавы цветных металлов
Алюминиевые сплавы
Марки АЛ1, АЛ2…АЛ8 (силумин) по ГОСТ 2685 - 75 - применяются для отливок деталей;
АК4, АК6, АД, АД12 по ГОСТ 4784 - 74 - применяются для ковки и штамповки;
А7, Д1,.. Д12, Д16 (дюралюминий) по ГОСТ 21631 - 76 - применяются для штамповки.
Примеры условных обозначений:
АЛ8 ГОСТ 2685 - 75, АК6 ГОСТ 4784 - 74, Д16 ГОСТ 21631 - 76 (цифры 8, 6, 16 указывают номер сплава)
Бронзовые сплавы
Марки БрОЦСНЗ-7-5-1 ГОСТ 613 — 79 — бронза оловянная литейная;
БрАЖМц 10-3-1, 5 ГОСТ18175 - 78 - бронза безоловянная, обрабатываемая давлением (буквы обозначают: О - олово. А- алюминий, Ж - железо, Ц -цинк, С - свинец, Н - никель, Мц - марганец, цифры - процентное содержание составляющих.)
Примеры условных обозначений: БрАМц 9-2 ГОСТ18175-78
Латуни (сплав меди с цинком)
Марки ЛЦ30АЗ, ЛЦ40Мц1,.. по ГОСТ 17711 -80 - латуни литейные;
ЛС59 - 1, Л60, Л63, Л68... по ГОСТ 15527 - 70 - латуни обрабатываемые давлением.
Примеры условных обозначений:
ЛК80 -- 30 ГОСТ 15527 - 70
Неметаллические материалы
Пресс - материал АГ-4 Марки: В, В10, С (стеклолента) и НС но ГОСТ 20437- 89
Примеры условных обозначений:
АГ-4 в ГОСТ 20437
Текстолит
Конструкционный марки ПТ, ГГГК, ПТМ-1,...... сорта 1, 2 по ГОСТ 5- 78.
Электротехнический марки А, Б... по ГОСТ 2910-74.
Примеры условных обозначений:
Текстолит ПТМ-2 -20 сорт 1 ГОСТ 5- 78 (20-диаметр стержня). Текстолит А-10, 0 ГОСТ 2910-74 (10, 0 - толщина листа).
|
|