Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Порядок проведения работы. 1. Заформовать пробы на свободную и затрудненную усадку различными формовочными смесями.
|
|
1. Заформовать пробы на свободную и затрудненную усадку различными формовочными смесями.
2. Установить индикаторы и термопары, как показано на рис. 2.
3. Расплавить алюминиевый сплав и перегреть его до температуры 750 – 800°С. Ввести добавки по указанию преподавателя.
4. Залить металл в формы и заметить время окончания заливки.
5. Через каждые 30 с записать температуру и показания индикаторов. Замеры вести в течение 15 – 20 мин.
6. Замерить размеры моделей и подсчитать относительную усадку для отмеченных моментов времени.
7. Построить графики полученных зависимостей по указанию преподавателя.
8. Составить отчет.
Содержание отчета
1. Наименование работы.
2. Цель работы.
3. Порядок выполнения работы.
4. Описание установки и эскизы форм для свободной и затрудненной усадки.
5. Расчеты литейной и линейной усадки.
6. Таблица результатов замера показаний индикаторов и значений усадки в зависимости от времени.
7. Графики полученных зависимостей.
8. Основные выводы по работе.
Контрольные вопросы
1. Что такое усадка и какие пороки она порождает?
2. Расположите в ряд по возрастанию значений усадки известные вам сплавы.
3. Что такое литейная усадка и какие способы определения ее существуют?
4. Охарактеризуйте предусадочное расширение и какие факторы вызывают его?
5. Что такое затрудненная усадка отливки?
6. Чем отличается литейная усадка от линейной?
7. Как влияет состав сплава и материал формы на величину усадки?
Лабораторная работа №2
ИССЛЕДОВАНИЕ ВЛИЯНИЯ МАТЕРИАЛА ФОРМЫ И ТЕМПЕРАТУРЫ ЗАЛИВКИ НА ВЕЛИЧИНУ И ХАРАКТЕР РАСПРЕДЕЛЕНИЯ УСАДОЧНЫХ РАКОВИН В ОТЛИВКАХ
Цель работы: изучить явление объемной усадки и образование усадочных раковин и усадочной пористости в отливках, исследовать влияние таких технологических параметров, как материал формы итемпература заливки расплава на величину усадочных раковин и на соотношение объема усадочных раковин и усадочной пористости в отливках.
Общие сведения: Усадка – это уменьшение объема и размеров отливок при их затвердевании и охлаждении. В процессе охлаждения отливка в форме проходит через три различных периода:
- охлаждение в жидком состоянии;
- кристаллизация или затвердевание в температурном интервале ликвидус– солидус;
- охлаждение в твердом состоянии.
Общее изменение объема отливки складывается из суммы изменений объема в каждом из этих периодов
ε V= ε Vж + ε Vз + ε Vт.
Усадка сплава в жидком состоянии определяется изменением размеров кластеров, составляющих жидкий сплав, и изменением межатомных расстояний внутри кластеров. При охлаждении жидкого сплава размеры кластеров растут, доля свободного объема уменьшается, межатомные расстояния в кластерах также уменьшаются, что вызывает усадку в жидком состоянии ε Vж. При затвердевании кластеры жидкости срастаются в единые кристаллы, а свободный объем жидкого вещества также суммируется и проявляется в виде усадочных раковин или пористости, имеющих объем ε Vз. При охлаждении твердого вещества межатомные расстояния в кристаллах, составляющих отливки, также уменьшаются, что вызывает усадку в твердом состоянии ε Vт. Таким образом, механизм усадки объясняется на микроуровне. Но формы конкретного проявления усадки отливок зависят уже от макропричин или, как говорят, от технологических факторов. Например, общая величина усадки при затвердевании и охлаждении определяется строением самого металла. Но проявление этой усадки в виде крупных концентрированных усадочных раковин или мелких рассеянных усадочных пор и распределение их по телу отливки зависят уже во многом от размеров отливки, ее конфигурации, от условий охлаждения и т.д. В частности, усадочные раковины и поры появляются в отливках как результат неодновременного затвердевания наружных и внутренних, тонких и массивных частей отливки. Раковины располагаются в тех частях отливки, которые затвердевают в последнюю очередь. Кроме того, раковины чаще располагаются в верхних частях отливок, что также объясняется внешними факторами, а именно действием силы тяжести, заставляющей жидкость стекать вниз.
Измерение объема усадочных раковин и пор: Для определения склонности того или иного сплава к образованию усадочных раковин и пор применяют различные технологические пробы. Это технологическая проба американского бюро стандартов и проба Шварца, используемые за рубежом. В России чаще всего для этих целей используется конусная проба (см. рисунок). Эта проба имеет форму конуса 1, сужающегося книзу. За счет такой формы нижние части пробы затвердевают раньше, верхние – позже, то есть создаются условия для направленного затвердевания снизу вверх. Это способствует образованию концентрированной усадочной раковины в верхней части пробы. Для ускорения затвердевания нижней части пробы она может оформляться холодильником 2 из медного сплава. В нижней части пробы имеется цилиндрический прилив 3 диаметром 15 мм, служащий для определения нормальной плотности сплава. Верхняя часть пробы закрывается верхним кольцевым холодильником, представляющим собой круглую стальную пластинку толщиной 3 – 5 мм с отверстием d = 30 мм в центре. Металл в пробу заливается через литник 4.
Склонность сплава к образованию усадочных раковин и пор оценивают сравнением плотности заведомо здорового участка пробы (прилив 3) с плотностью участка, в котором имеются усадочные дефекты (конусная часть 1). Для этого необходимо измерить плотность, объем и массу пробы плотного сплава. Плотность находят гидростатическим взвешиванием прилива. Объем усадочных пустот Vп находят по формуле

где m – масса основной части пробы, г;
V – объем основной части пробы, см;
ρ – плотность прилива, г/см3.
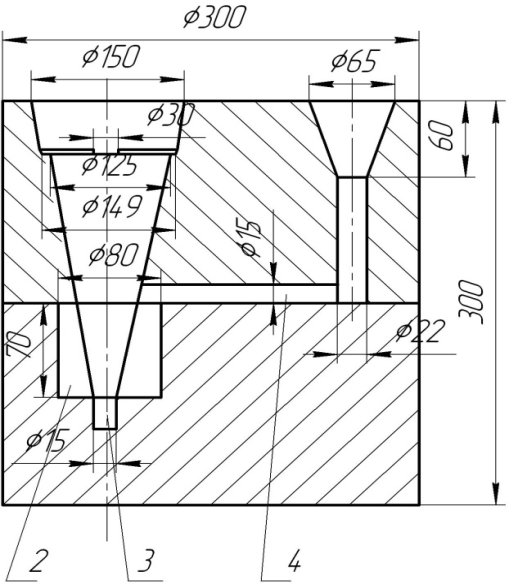
Рисунок 1 - Схема пробы измерения объема усадочных раковин и пористости
Влияние материала формы и направленности затвердевания на этой пробе можно изучить, изменяя состав формовочной смеси и устанавливая смежный холодильник в ее нижней части. Объем концентрированной усадочной раковины в данной пробе измеряют заливкой в раковину керосина из мерной бюретки. Общий объем усадочных полостей (концентрированной и рассредоточенных раковин) определяется косвенным измерением (с помощью гидростатического взвешивания). Разница между общим объемом усадочных полостей и объемом концентрированной раковины дает объем рассредоточенной усадочной пористости.
Оборудование, инструмент и материалы: Плавильная печь, опоки, модельная оснастка, аналитические и технические весы, термопара с прибором для измерения температуры заливки, штангенциркуль, формовочный инструмент, плавильно - заливочный инструмент, формовочная смесь, дистиллированная вода, шихтовые материалы, спецодежда, керосин, мерная бюретка, ацетон.
|
|