Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Метрическая резьба
|
|
Метрическая резьба наиболее часто применяется в крепежных деталях (винты, болты, шпильки, гайки).
Основные размеры метрической резьбы устанавливает ГОСТ 24705–81. Номинальный профиль и размеры его элементов устанавливает ГОСТ 9150–81. На рис. 301, а изображен профиль метрической резьбы: d – наружный диаметр резьбы (болта); d1 – внутренний диаметр болта; Р – шаг резьбы; ГОСТ 8724–81 устанавливает диаметры и шаги метрической резьбы (табл. 12).
Кроме того, стандартизирована резьба метрическая для диаметров от 1 до 180 мм на деталях из пластмасс, ГОСТ 11709-81.
В зависимости от назначения детали метрическую резьбу нарезают с крупным или мелким шагом. При одинаковых номинальных диаметрах шаг мелкой резьбы может быть различным (табл. 12).
Основные размеры метрической резьбы устанавливает ГОСТ 24705-81 (табл. 13).
Величина шага в обозначение резьбы с крупным шагом не входит, так как каждому наружному диаметру резьбы по ГОСТ 8724–81 (см. табл. 12) соответствует только одно значение крупного шага.
В обозначении метрической резьбы с мелким шагом должна указываться величина шага, так как шаг может быть различным при одном и том же наружном диаметре резьбы (см. табл. 12).
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например M16, М42, М64.
Метрическая резьба с мелким шагом обозначается буквой М, размером наружного диаметра и шагом резьбы, например: М16× 0, 5; М42× 2; М64× 3.
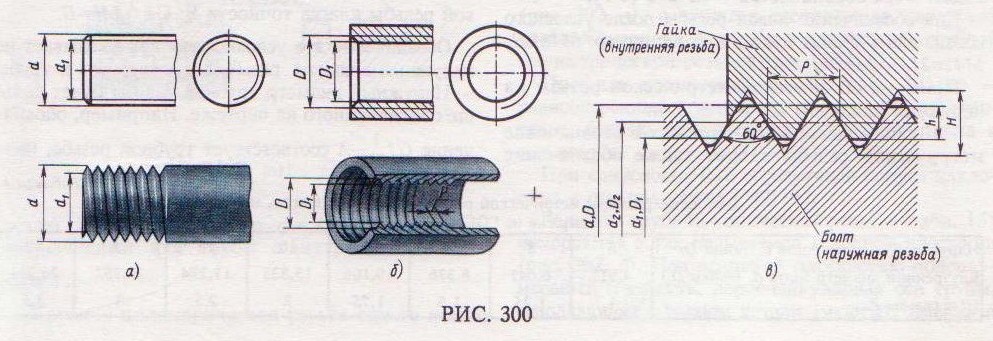
Таблица 12 Диаметры и шаги метрической резьбы, мм (выдержка из ГОСТ 8724-81)
| Номинальный диаметр резьбы d | Шаг Р | |||
| 1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий |
| - | - | 0, 75; 0, 5 | ||
| - | - | 0, 75; 0, 5 | ||
| - | - | 1, 25 | 1; 0, 75; 0, 5 | |
| - | - | (1, 25) | 1; 0, 75; 0, 5 | |
| - | - | 1, 5 | 1, 25; 1; 0, 75; 0, 5 | |
| - | - | (1, 5) | 1; 0, 75; 0, 5 | |
| - | - | 1, 75 | 1, 5; 1, 25; 1; 0, 75; 0, 5 | |
| - | - | 1, 5; 1, 25; 1; 0, 75; 0, 5 | ||
| - | - | - | 1.5; (1) | |
| - | - | 1, 5; 1; 0, 75; 0, 5 | ||
| - | – | - | 1, 5; (1) | |
| - | – | 2, 5 | 2; 1, 5; 1; 0, 75; 0, 5 | |
| - | - | 2, 5 | 2; 1, 5; 1; 0, 75; 0, 5 | |
| – | - | 2, 5 | 2; 1, 5; 1; 0, 75; 0, 5 | |
| - | - | 2; 1, 5; 1; 0, 75 | ||
| – | - | – | 2; 1, 5; (1) | |
| - | - | (26) | – | 1, 5 |
| - | - | 2; 1, 5; 1; 0, 75 | ||
| – | - | (28) | – | 2; 1, 5; 1 |
| - | - | 3, 5 | (3); 2; 1, 5; 1; 0, 75 | |
| Примечания: 1. При выборе диаметров резьб следует предпочитать первый ряд второму, а второй – третьему. 2. Диаметры и шаги резьб, заключенные в скобки, по возможности не применять. |
поля допуска диаметра резьбы, которое состоит из цифры, обозначающей степень точности, и буквы латинского алфавита (прописной – для внутренней резьбы; строчной – для наружной резьбы), обозначающей основное отклонение. Это обозначение следует за обозначением размера резьбы.
Например, внутренняя резьба в отверстии обозначается M42× 3(P1)LH–6H, наружная резьба обозначается М42× 3(Р1)LH–6g. Более подробные сведения о степени точности приведены в гл. 36.
|
|