Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет усилия закрепления
|
|
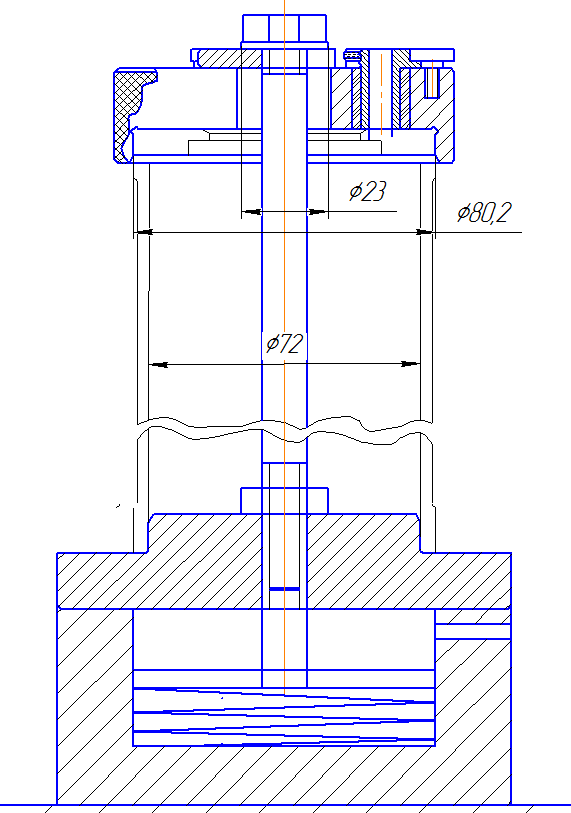
Закрепление заготовки в приспособлении производиться шпилькой, усилие закрепление создается пневмоцилиндром и передается на шпильку.
Для выбора размера пневмоцилиндра, при проектировании приспособления необходимо определить усилие резания, возникающее в процессе обработки отверстия.
Геометрические параметры сверла:
· Материал Р18
· Стойкость сверла Т=15 мин.
· Углы сверла: w=30, 2φ =116, γ =50
Рассчитанные режимы резания:
· Подача S=0.15 мм/об
· Частота вращение шпинделя n=1110 об/мм
· Фактическая скорость резания V=19 м/мин
· Сила резания Pz=89, 2 кг
· Мощность резания Nрез=0, 6 кВт
1) Необходимое усилие закрепления детали
Nзак ≥ 2 Pz;
Nзак ≥ 2× 89, 2; Nзак ≥ 178, 4 кг
Так как нет никаких дополнительных элементов закрепления, то Qшт=178, 4 кг
Расчет пружины:
Рпруж= -Fупр/S=167.5/2=83.75кгс
S- площадь сечения пружины
Pпруж- усилие необходимое для сжатия пружины
F=Fупр= -K*x=-6.7*25=-167.5H
К- жесткость тела
Х- длина сжатой пружины
F=Fупр- внешняя сила
К=Е* S/L=200*2/60=6.7н/м
Е- модуль Юнга (по ГОСТ 25095-82, для стали 200ГПа)
L- длина пружины
Q= Nзак* Рпруж=178, 4+83, 75=262, 15 кгс
2) Усилие на штоке пневмоцилиндра
Qшт=π *(D2-d2)/4*η *Pb, где
Рb=4 кг/см2 -давление сжатого воздуха
D-диаметр поршня пневмоцилиндра
η =0, 95 – коэффициент полезного действия, учитывающий потери на трение
3) Исходя из этой формулы определяем диаметр пневмоцилиндра:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| АТКП. 151001. 09. 106.ПЗ .ПЗ |
 +d2
+d2
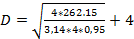 =9.4 см
=9.4 см
Принимаю стандартный диаметр поршня по ГОСТ 6540-68 D=94 мм
4) Определяю фактическое усилие закрепление заготовки
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| АТКП. 151001. 09.106.ПЗ |
Qшт=π *(D2-d2)/4*η *Pb
Qшт.факт. = 3, 14*(9.42-22)/4*0, 95*4=190 кг
Тогда, фактическое усилие закрепления заготовки
Nзак.фак.= Qшт.факт.
Nзак.фак=190 кг
То есть усилие закрепления заготовки больше усилия резания в 2 раз, следовательно заготовка закреплена надежно.
Заключение
При применении спроектированного приспособления повысится производительность за счет применения механизированного привода, так как вспомогательное время уменьшиться - установка и снятие детали будет происходить скорее; следовательно, и из-за этого также снизиться трудоемкость выполняемой операции, этому способствует еще и отсутствие применения мускульной силы рабочего для закрепления обрабатываемой детали; будет снижена себестоимость выполняемой технологической операции за счет применения специального приспособления для сверления отверстия; и к тому же проектируемое приспособление возможно применять и на других операциях за счет его универсальности, для этого нужно будет сменить наладку; качество изготовляемой продукции останется как минимум на прежнем уровне, а в лучшем случае улучшиться за счет высоких технических требовании к изготовляемому приспособлению. Все эти цели достигнуты за счет использования приспособления для растачивания с механизированным приводом.
|
|