Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Основы производства полимерных материалов
|
|
Особенности технологических процессов изготовления полимерных материалов зависят от их состава и назначения. Главными технологическими факторами являются определенные температурные и силовые, формирующие изделия, для чего применяется различное оборудование. В основном производство складывается из подготовки, дозировки и приготовления полимерных композиций, которые затем перерабатываются в изделия и обеспечивается стабилизация их физико-механических свойств, размеров и формы.
Основные приемы переработки пластмасс являются: вальцевание, каландрирование, экструзия, прессование, литье, промазывание, пропитка, полив, напыление, сварка, склеивание и др.
Смешение композиций - это процесс повышения однородности распределения всех ингредиентов по объему полимера иногда с дополнительным диспергированием частиц. Смешение может быть периодическим и непрерывным. Конструкция и характер работы смесителей зависят от вида смешиваемых материалов (сыпучие или пастообразные).
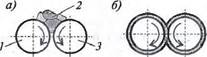
Вальцевание - операция, при которой пластмасса формуется в зазоре между вращающимися валками (рис. 14.2). Перерабатываемая масса 2 несколько раз пропускается через зазор между валками 1 и 3, равномерно перемешивается, затем переводится на один валок и срезается ножом 4. На вальцах непрерывного действия масса не только пропускается через зазор, но движется вдоль него, а в конце процесса срезается ножом в виде узкой непрерывной ленты.
|
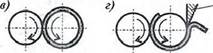 Рис.14.2. Схема вальцевания: а) загрузка массы; б) вальцевание; в) переход массы на один валок; г)срез массы
Рис.14.2. Схема вальцевания: а) загрузка массы; б) вальцевание; в) переход массы на один валок; г)срез массы
|
Вальцевание позволяет доброкачественно смешивать компоненты пластмасс с целью получения однородной массы, при этом полимер, как правило, переводится в вязкотекучее состояние благодаря повы
шению температуры при перетирании. При многократном пропускании массы через вальцы происходит пластикация, т.е. совмещение полимера с пластификатором путем ускоренного взаимного проникновения. Вальцы позволяют перетирать и дробить компоненты пластмасс. Это обеспечивается тем, что при движении в зазоре материалы сжимаются, раздавливаются и истираются, поскольку валки могут вращаться с различной окружной скоростью.
Вальцы, на которых происходит окончательная отделка поверхности и калибровка, должны иметь гладкую полированную поверхность. По характеру работы вальцы бывают периодического и непрерывного действия, а по способу регулирования температуры - обогреваемые (паром или электричеством) и охлаждаемые (водой).
Каландрирование - процесс образования бесконечной ленты заданной толщины и ширины из размягченной полимерной смеси, однократно пропускаемой через зазор между валками.
По числу валков каландры подразделяются на двух-, трех-, четырех- и пятивалко- вые. Валки могут располагаться вертикально в линию, горизонтально в линию, Г- образно, L-образно и Z- Рис. 14.3. Схемы работы четырехвал- образно. Схемы работы Г- ковых каландров: образного и Z-образного че-
а) Г-образный каландр; б) Z-образный тырехвалковых каландров
каландр показаны на рис. 14.3.
Конструкции каландров различаются в основном в зависимости от вида перерабатываемой массы - резиновых смесей или термопластов. Валки каландров изготовляют из высококачественного кокильного чугуна. Рабочую поверхность валка шлифуют и полируют до зеркального блеска. Валки обогреваются паром через внутреннюю центральную полость и периферийные каналы.
Как правило, каландрирование выполняется в комплексе с вальцеванием в одной технологической линии.
|
Экструзией называется операция, при которой изделиям из пластмасс придают определенный профиль путем продавливания нагретой массы через мундштук (формообразующее отверстие). Методом экструзии получают профильные (погонажные) строительные изделия, трубы, листы, пленки, линолеум, пороизол и многие другие. Размеры поперечного сечения изделий, изготовляемых методом экструзии, лежат в большом интервале: диаметр труб 05-250 мм, шири
на листов и пленок 0, 3-1, 5 м, толщина 0, 1-4 мм. Экструзионными машинами пользуются также для смешения композиций и гранулирования пластмасс. Применяются экструзионные машины двух типов: шнековые с одним или несколькими шнеками и шприц-машины. Наибольшее распространение нашли шнековые, или червячные, экс- трудеры (рис. 14.4). Рабочим органом машины является винт (червяк), который осуществляет перемешивание массы и продвижение ее через профилирующую головку (дорн). В машину масса подается в виде гранул, бисера или порошка. Размягчение материала происходит за счет тепла, поступающего от обогревателей, которые устанавливаются в нескольких зонах.
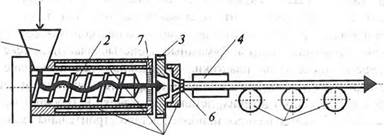 Рис. 14.4. Схема работы экструзионной машины: 1- загрузочный бункер; 2 - шнек; 3- головка; 4- калибрующая насадка; 5 - тянущее устройство; 6- дорн; 7 - фильтр
Обогрев
Рис. 14.4. Схема работы экструзионной машины: 1- загрузочный бункер; 2 - шнек; 3- головка; 4- калибрующая насадка; 5 - тянущее устройство; 6- дорн; 7 - фильтр
Обогрев
|
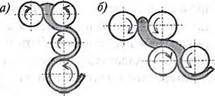
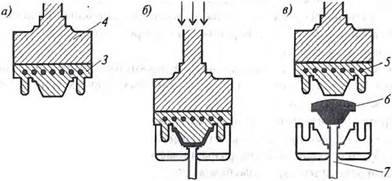 Рис. 14.5. Схема штампования (пресс-формования): а) загрузка пресс-материала; б) смыкание формы и прессование; в) выталкивание изделия; I - пресс-материал; 2- обогреваемая матрица пресс-формы; 3 - обогреваемый пуансон; 4 -ползун пресса; 5 -электрообогреватель; б- изделие; 7 - выталкиватель
Рис. 14.5. Схема штампования (пресс-формования): а) загрузка пресс-материала; б) смыкание формы и прессование; в) выталкивание изделия; I - пресс-материал; 2- обогреваемая матрица пресс-формы; 3 - обогреваемый пуансон; 4 -ползун пресса; 5 -электрообогреватель; б- изделие; 7 - выталкиватель
|
Прессованием называют способ формования изделий в обогреваемых гидравлических прессах. Различают формование в пресс- формах (рис. L4.5) - при изготовлении изделий из пресс порошков и плоское прессование в многоэтажных прессах - при изготовлении листовых материалов, плит и панелей.. Прессование применяется преимущественно при переработке термореактивных полимерных композиций (фенопласты, аминопласты и др.).
Для прессования строительных листовых материалов и панелей применяют многоэтажные гидравлические прессы усилием от 10 до 50 т, обогреваемые подогретой водой или паром. Прессование на многоэтажных прессах складывается из следующих операций: загрузка пресса, смыкание плит, тепловая обработка под давлением, снятие давления, разгрузка. Методом плоского прессования формуют древесно-стружечные плиты, бумажные слоистые пластики, тексто- литы, древесно-слоистые пластики, трехслойные клеенные панели. В пресс-формах изготовляют детали санитарно-технического и электротехнического оборудования, детали для отделки встроенного оборудования, оконные и дверные приборы, детали строительных машин и механизмов.
Вспенивание - метод изготовления пористых звукотеплсизоляци- онных и упругих герметизирующих пластмасс. Пористая структура пластмасс получается в результате вспенивания жидких или вязкоте- кучих композиций под влиянием газов, выделяющихся при реакции между компонентами или при разложении специальных добавок (по- рофоров) от нагревания. Вспенивание веществ - стабилизаторов пены путем нагнетания или растворения в полимере газообразных и легко испаряющихся веществ.
Вспенивание может происходить в замкнутом объеме под давлением и без давления, а также в открытых формах или на поверхности конструкции.
Промазыванием называется операция, при которой пластическая масса в виде раствора, дисперсии или расплава наносится на основание - бумагу, ткань, войлок, разравнивается, декоративно обрабатывается и закрепляется. Примером может служить промазной линолеум, павинол, линкруст и др. Наносимая масса разравнивается специальным ножом-раклей, регулирующим толщину слоя и степень вдавливания. Обычно основание движется, а разравнивающий нож неподвижен; регулируется лишь его наклон и зазор. Нанесенная и разровненная масса проходит обычно этап термообработки для размягчения и лучшего сцепления ее с основанием.
Пропитка состоит в окунании основы (ткани, бумаги, волокон) в пропиточный раствор с последующей сушкой. Эта операция осуществляется в пропиточных машинах вертикального и горизонтального типа. Методом пропитки получают клеящие пленки (бакелитовая), декоративные пленки (мочевино-меламиновые), а также полотнища на основе стеклянных, асбестовых и хлопчатобумажных тканей, из которых в дальнейшем получают текстолиты.
Полив - это процесс, при котором пластическая масса распределяется тонким слоем на металлической ленте или барабане и, затвердевая, снимается в виде тонкой пленки. Часто этот процесс связан с испарением растворителей. Таким путем получают, например, ацетилцеллюлозные прозрачные пленки.
Литье. Различаются два вида литья: простое в формы и под давлением. При простом литье жидкая композиция или расплав заливаются в формы и отвердевают в результате реакций полимеризации, поликонденсации или вследствие охлаждения. Примером служат отливка плиток пола из реактопластов, получение органического стекла и декоративных изделий из полиметилметакрилата. Охлаждением расплава при простом литье получают некоторые простейшие изделия из полиамидов (поликапролактама).
Литье под давлением применяется при изготовлении изделий из термопластов. Полимер нагревается до вязкотекучего состояния в нагревательном цилиндре литьевой машины (рис. 14.6) и плунжером впрыскивается в разъемную форму, охлаждаемую водой.
Давление, под которым впрыскивается расплав, может достигать 20 МПа. Таким способом изготовляют изделия из полистирола, эфи- ров целлюлозы, полиэтилена, полиамидов. Литье под давлением отличается быстротой цикла, при этом виде переработки операции автоматизированы.
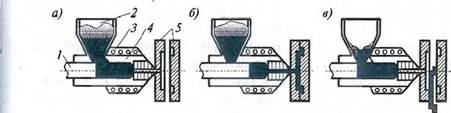 Рис. 14.6. Схема работы машины для литья под давлением: а) плавление и пластификация массы; 1 - поршень; 2- загрузочный бункер; 3 - обогреватели цилиндра; 4 -цилиндр; 5- разъемная форма; 6)впрыскивание массы в форму и выдержка; в) размыкание формы
Рис. 14.6. Схема работы машины для литья под давлением: а) плавление и пластификация массы; 1 - поршень; 2- загрузочный бункер; 3 - обогреватели цилиндра; 4 -цилиндр; 5- разъемная форма; 6)впрыскивание массы в форму и выдержка; в) размыкание формы
|
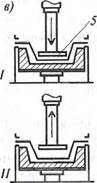
Формованием называют переработку листовых, пленочных, трубчатых пластмассовых заготовок с целью придания им более сложной формы и получения готовых изделий. Формование производят в основном при нагревании. К главным методам формования из листов относят штампование, пневмоформование и вакуум- формование (рис. 14.7).
|
| г) |
| а) |
| щ | Шл | |
| ----- Е | т | ъ— |
| ш | т | |
| ----- Е | э— |
| III |
| II |
, 1 /2
ш
б) ЦШШл
Рис. 14.7. Схема вакуум-формования: а) негативная форма; б) позитивная форма, в) предварительная вытяжка заготовки пуансоном; г) предварительная пневматическая вытяжка заготовки; I - III - позиции формования; 1 - заготовка; 2 - негативная форма; 3 - стойка; 4 - зажимная рама; 5 - пуансон; 6 - позитивная форма; 7- формовочная камера
При штамповании из листов вырезают заготовки, нагревают их, помещают в пресс-форму между матрицей и пуансоном и сжимают под давлением до 1 МПа. Таким путем изготовляют детали канализационных систем из винипласта, световые колпаки из оргстекла для покрытий промышленных зданий, профильные детали из текстолитов для строительных конструкций.
При пневмоформовании лист закрепляют по контуру матрицы и нагревают до слабого провисания. Затем Нагретым воздухом, сжатым до 7-8 МПа, прижимают лист к поверхности матрицы. Разновидностью этого способа является свободное выдувание. Таким способом получают световые колпаки, емкости, кольца из полиакрилатов, детали вентиляционных систем и химически стойкой аппаратуры из поливинилхлорида.
При вакуум-формовании лист закрепляют по контуру полой формы, нагревают и создают разрежение в полости. Под влиянием атмосферного давления лист прижимается к поверхности формы. Таким путем изготовляют детали санитарно-технического оборудования из ударопрочного полистирола, полиакрилатов, виниловых полимеров.
Напыление - способ нанесения на поверхность порошкообразных полимеров, которые, расплавляясь, прилипают к ней, а при охлаждении образуют прочную пленку покрытия. Различают газопламенное, вихревое и псевдосжиженное напыление. При газопламенном напылении порошок полимера (полиэтилен, полиамид, поливинилбути- роль), проходя через пламя, расплавляется и, падая на поверхность каплями, прилипает, образуя слой нужной толщины.
Сварка и склеивание служат для соединения заготовок из пластмасс для получения изделий заданной формы. Сварку применяют для соединения термопластических пластмасс - полиэтилена, поливинилхлорида, полиизобутилена и др. По способу нагревания соединяемых концов различают сварку воздушную (нагретым воздухом), высокочастотную, ультразвуковую, радиационную, контактную.
Склеивание применяют для соединения как термопластичных, так и термореактивных пластмасс. В простейшем случае клеем для термопластичных пластмасс может служить органический растворитель, вызывающий набухание стыкуемых концов деталей и их слипание при сжатии. Чаще же используют специальные клеи. В зависимости от условий производства и требуемой скорости соединения применяют клеи холодного и горячего отверждения.
|
|