Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Наименование: G – коды. G195 – G249.
|
|
Министерство образования Республики Мордовия
ГБОУ РМ СПО (ССУЗ) «Саранский политехнический техникум»

УЧЕБНЫЙ ЭЛЕМЕНТ № 15
Наименование: G – коды. G195 – G249.
Профессия: Оператор станков с числовым программным управлением

| ГБОУ РМ СПО «СПТ» | Учебный элемент №15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
| Цели: Изучив данный учебный элемент, Вы будете знать коды G40-G71, а также: -программирование радиальной обработки - примеры использования этих G-кодов; - формат кодов. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия: - правила безопасности HAAS, - пульт управления станком; - функции дисплеев на пульте управления, - включение станка. Ввод и редактирование программы; - оснастка; - G-коды. Подготовительные функции; - функции G00, G01, G02, G03, G04; - коды G09 – G32; - коды G40 - G64; - коды G70 - G71; - коды G72 - G75; - коды G76 – G84; - коды G85 – G95; - коды G96 - G187.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
| G195 Нарезание радиальной резьбы вращающимся инструментом (Группа 00) F Скорость подачи на оборот (G99) *U Приращение по оси Х *X Команда перемещения по оси Х *Y Команда перемещения оси Y *Z Положение Z перед сверлением * необязательный параметр Пример программы (НАРЕЗАНИЕ РЕЗЬБЫ ПРИВОДНЫМ ИНСТРУМЕНТОМ - РАДИАЛЬНЫЙ) T101 G19 G99 M154 (Включение оси C) G00 G54 X6. C0. Y0. Z1. G00 X3.25 Z0.25 G00 Z-0.75 G00 C0. S500 G19 G195 X2. F0.05 G00 C180. Индексация оси C G19 G195 X2. F0.05 G00 C270. Индексация оси C G19 G195 X2. F0.05 G00 G80 Z0.25 M09 M135 M155 M09 G00 G28 H0. G00 X6. Y0. Z3. G18 G99 M01 M30 % G196 Реверс нарезания резьбы приводным инструментом (диаметр) (группа 00) F Скорость подачи на оборот (G99) | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
F Скорость подачи на оборот (G99)
*U Приращение по оси Х
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Положение Z перед сверлением
Эти коды G выполняют радиальное или векторное нарезание резьбы метчиком на токарном станке приводным инструментом; использование плоскости «R» не допускается.
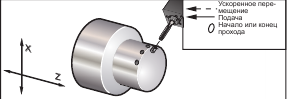 G195 / G196 Жесткое нарезание радиальной резьбы вращающимся инструментом
Пример программы с G195
O00800
N1 T101 (Радиальный метчик 1/4-20)
G99 (Необходимо для этого цикла)
G00 Z0.5
X2.5
Z-0.7
S500 (Обороты шпинделя должны быть такими,
вращение по часовой стрелке)
M19PXX (Сориентировать шпиндель в нужное положение)
M14 (Зафиксировать шпиндель)
G195 X1.7 F0.05 (Нарезать резьбу до X1.7)
G28 U0
G28 W0
M135 (Остановить шпиндель приводного инструмента)
M15 (Расфиксировать шпиндель)
M30
%
G195 / G196 Жесткое нарезание радиальной резьбы вращающимся инструментом
Пример программы с G195
O00800
N1 T101 (Радиальный метчик 1/4-20)
G99 (Необходимо для этого цикла)
G00 Z0.5
X2.5
Z-0.7
S500 (Обороты шпинделя должны быть такими,
вращение по часовой стрелке)
M19PXX (Сориентировать шпиндель в нужное положение)
M14 (Зафиксировать шпиндель)
G195 X1.7 F0.05 (Нарезать резьбу до X1.7)
G28 U0
G28 W0
M135 (Остановить шпиндель приводного инструмента)
M15 (Расфиксировать шпиндель)
M30
%
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
| G198 Выключить синхронное управление шпинделем (группа 00) Выключает синхронное управление шпинделем и позволяет выполнять независимое управление основным шпинделем и вторичным шпинделем. G199 Включить синхронное управление шпинделем (группа 00) *R Градусы, фазовое соотношение отслеживающего шпинделя по отношению к управляемому шпинделю. Этот код G синхронизирует скорость вращения двух шпинделей. Команды позиционирования или скорости отслеживающему шпинделю (обычно это вторичный шпиндель) игнорируются, если шпиндели находятся в режиме синхронного управления. Однако коды М для двух шпинделей управляются независимо. Шпиндели останутся синхронизированными, пока с помощью G198 не будет выключен синхронный режим. Значение R в блоке G199 позиционирует отслеживающий шпиндель на заданное количество градусов относительно метки 0 на управляемом шпинделе. Следующая таблица включает примеры значений R в блоках G199. G199 R0.0; (Начало координат отслеживающего шпинделя (отметка 0) совпадает с началом координат управляемого шпинделя (отметки 0)). G199 R30.0; (Начало координат отслеживающего шпинделя (отметка 0) устанавливается на +30 градусов от начала координат управляемого шпинделя (отметки 0)). G199 R30.0; (Начало координат отслеживающего шпинделя (отметка 0) устанавливается на -30 градусов от начала координат управляемого шпинделя (отметки 0)). Если значение R задано в блоке G199, система управления сначала уравнивает скорость вращения отслеживающего шпинделя со скоростью управляемого шпинделя, затем корректирует ориентацию (значение R в блоке G199). Как только достигнута заданная R ориентация, шпиндели блокируются в синхронном режиме, пока он не будет выключен командой G198. Этого также можно достичь при полной остановке. Пример программирования G199 (Отрезка детали при синхронном управлении шпинделями) G53 G00 X-1. Y0 Z-11. T1010 G54 G00 X2.1 Z0.5 | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
| G98 G01 Z-2.935 F60. (дюймы в минуту) M12 (Продувка вкл.) M110 (Зажим патрона вторичного шпинделя) M143 P500 (Вторичный шпиндель на 500 об/мин) G97 M04 S500 (Основной шпиндель на 500 об/мин) G99 M111 (Разжим патрона вторичного шпинделя) M13 (Продувка выкл.) M05 (основной шпиндель выкл.)\ M145 (Вторичный шпиндель выкл.) G199 (Синхронизация шпинделей) G00 B-28. (Ускоренное перемещение вторичного шпинделя к торцу детали) G04 P0.5 G00 B-29.25 (Подача вторичного шпиндель на деталь) M110 (Зажим патрона вторичного шпинделя) G04 P0.3 M08 G97 S500 M03 G96 S400 G01 X1.35 F0.0045 X-.05 G00 X2.1 M09 G00 B-28.0 G198 (Синхронизация шпинделей выкл.) M05 G00 G53 B-13.0 G53 G00 X-1. Y0 Z-11. M01 (Вторичный шпиндель) (Чистовая обработка торца) (пример G14) N11 G55 G99 (G55 для коррекции детали вторичного шпинделя) G00 G53 B-13.0 G53 G00 X-1. Y0 Z-11. G14 T626 (Инструмент № 6 Коррекция № 26) G50 S3000 G97 S1300 M03 G00 X2.1 Z0.5 Z0.1 M08 | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
| G96 S900 G01 Z0 F0.01 X-0.06 F0.005 G00 X1.8 Z0.03 G01 Z0.005 F0.01 X1.8587 Z0 F0.005 G03 X1.93 Z-0.0356 K-0.0356 G01 X1.935 Z-0.35 G00 X2.1 Z0.5 M09 G97 S500 G15 G53 G00 X-1. Y0 Z-11. M01 G200 Смена инструмента на ходу (Группа 00) U - Дополнительное относительное перемещение по оси Х к позиции смены инструмента W - Дополнительное относительное перемещение по оси Z к позиции смены инструмента X - Дополнительное конечное положение по оси X Z - Дополнительное конечное положение по оси Z T - Номер инструмента и номер смещения в стандартном виде Этот G-код используется токарным станком для смены инструмента в процессе быстрого перемещения (отвод и подвод) для экономии времени. Пример: G200 T202 U0.5 W0.5 X8. Z2. U и W определяют относительное перемещение по осям X и Z, выполняемом при разблокированной револьверной головке. X и Z определяют конечные координаты перемещения при разблокированной револьверной головке. Оба перемещения выполняются в ускоренном режиме. G211 Ручная размерная настройка инструмента / G212 Автоматическая размерная настройка инструмента Эти два кода G используются при измерении головкой как для автоматической, так и для ручной измерительной головки (только токарные станки SS и ST). См. раздел «Работа автоматической измерительной головки для размерной настройки инструмента», где содержится подробная информация. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||
G241 Стандартный цикл радиального сверления (группа 09)
C команда абсолютного движения оси С
F Скорость подачи
R Положение плоскости R (диаметр)
*X Координата дна отверстия (диаметр)
*Y команда абсолютного движения оси Y
*Z команда абсолютного движения оси Z
 (G241 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ)
G54 (Коррекция детали G54)
G00 G53 Y0 (Исходное положение, ось Y)
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500 (2500 об/мин)
G98 (ДЮЙМ/МИН)
G00 X5. Z-0.75 Y0
G241 X2.1 Y0.125 Z-1.3 C35. R4.
F20.
(Сверлить до X 2.1)
X1.85 Y-0.255 Z-0.865 C-75.
G00 G80 Z1.
M135 (Остановка шпинделя приводного инструмента)
G00 G53 X0. Y0.
G00 G53 X0 Z-7.
M00
(G241 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ)
G54 (Коррекция детали G54)
G00 G53 Y0 (Исходное положение, ось Y)
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500 (2500 об/мин)
G98 (ДЮЙМ/МИН)
G00 X5. Z-0.75 Y0
G241 X2.1 Y0.125 Z-1.3 C35. R4.
F20.
(Сверлить до X 2.1)
X1.85 Y-0.255 Z-0.865 C-75.
G00 G80 Z1.
M135 (Остановка шпинделя приводного инструмента)
G00 G53 X0. Y0.
G00 G53 X0 Z-7.
M00
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
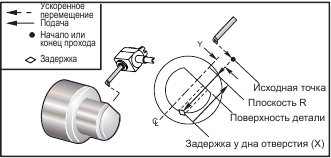
G242 Стандартный цикл радиального сверления центровых отверстий (группа 09)
C команда абсолютного движения оси С
F Скорость подачи
P Время задержки на дне отверстия
R Положение плоскости R (диаметр)
*X Координата дна отверстия (диаметр)
*Y Команда перемещения оси Y
*Z Команда перемещения оси Z
* необязательный параметр
Этот код G является модальным. Он остается активным, пока не будет отменен (G80) или не будет выбран другой стандартный цикл. После включения любое перемещение по оси Y и/или Z запускает выполнение этого стандартного цикла.
 Пример программы
(G242 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ ЦЕНТРОВЫХ ОТВЕРСТИЙ)
G54 (Коррекция детали G54)
G00 G53 Y0 (Исходное положение, ось Y)
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500 (2500 об/мин)
G98 (ДЮЙМ/МИН)
G00 X5. Z-0.75 Y0
G242 X2.1 Y0.125 Z-1.3 C35. R4. P0.5
F20.
(Сверлить до X 2.1)
X1.85 Y-0.255 Z-0.865 C-75. P0.7
G00 G80 Z1
Пример программы
(G242 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ ЦЕНТРОВЫХ ОТВЕРСТИЙ)
G54 (Коррекция детали G54)
G00 G53 Y0 (Исходное положение, ось Y)
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500 (2500 об/мин)
G98 (ДЮЙМ/МИН)
G00 X5. Z-0.75 Y0
G242 X2.1 Y0.125 Z-1.3 C35. R4. P0.5
F20.
(Сверлить до X 2.1)
X1.85 Y-0.255 Z-0.865 C-75. P0.7
G00 G80 Z1
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
M135 (Остановка шпинделя приводного инструмента)
G00 G53 X0. Y0.
G00 G53 X0 Z-7.
M00
G243 Стандартный цикл радиального сверления с выводом инструмента (группа 09)
C команда абсолютного движения оси С
F Скорость подачи
*I Глубина резания первого прохода
*J Величина уменьшения глубины резания на каждый проход
*K Минимальная глубина резания
*P Время задержки на дне отверстия
*Q Относительная глубина сверления
R Положение плоскости R (диаметр)
*X Координата дна отверстия (диаметр)
*Y команда абсолютного движения оси Y
*Z команда абсолютного движения оси Z
 Примечания для программиста: Если указаны I, J и K, выбирается другой режим обработки. При первом проходе врезание будет на значение I, каждый последующий проход будет уменьшен на величину J, а минимальная глубина резания – K. Нельзя использовать значение Q при программировании с помощью I, J, K.
Настройка 52 изменяет способ выполнения цикла G243 при возврате инструмента в плоскость R.
Обычно плоскость R задается на значительном расстоянии снаружи зоны резания для гарантии,
Примечания для программиста: Если указаны I, J и K, выбирается другой режим обработки. При первом проходе врезание будет на значение I, каждый последующий проход будет уменьшен на величину J, а минимальная глубина резания – K. Нельзя использовать значение Q при программировании с помощью I, J, K.
Настройка 52 изменяет способ выполнения цикла G243 при возврате инструмента в плоскость R.
Обычно плоскость R задается на значительном расстоянии снаружи зоны резания для гарантии,
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
| что при движении для удаления стружки в отверстии не останется стружки. Однако, в этом случае увеличивается холостой ход при первоначальном сверлении «пустого» пространства. Плоскость R можно расположить намного ближе к поверхности обрабатываемой детали, если назначить расстояние, необходимое для удаления стружки настройкой 52. Если выполняется движение для удаления стружки до R, Z будет перемещаться за пределы R на значение в настройке 52. Настройка 22 определяет величину подачи по оси X к точке, в которой начинался отвод сверла. Пример программы (G243 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ С ВЫВОДОМ ИНСТРУМЕНТА С ПОМОЩЬЮ Q) G54 (Коррекция детали G54) G00 G53 Y0 (Исходное положение, ось Y) G00 G53 X0 Z-7. T303 M154 (Включить ось C) M133 P2500 (2500 об/мин) G98 (ДЮЙМ/МИН) G00 X5. Z-0.75 Y0 G243 X2.1 Y0.125 Z-1.3 C35. R4. Q0.25 F20. (Сверлить до X 2.1) X1.85 Y-0.255 Z-0.865 C-75. Q0.25 G00 G80 Z1. M135 (Остановка шпинделя приводного инструмента) G00 G53 X0. Y0. G00 G53 X0 Z-7. M00 (G243 - РАДИАЛЬНОЕ СВЕРЛЕНИЕ С ВЫВОДОМ ИНСТРУМЕНТА С I, J, K) G54 (Коррекция детали G54) G00 G53 Y0 (Исходное положение, ось Y) G00 G53 X0 Z-7 T303 M154 (Включить ось C) M133 P2500 (2500 об/мин) G98 (ДЮЙМ/МИН) G00 X5. Z-0.75 Y0 G243 X2.1 Y0.125 Z-1.3 I0.25 J0.05 K0.1 C35. R4. (Сверлить до X 2.1) |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
G243 X2.1 Y0.125 Z-1.3 I0.25 J0.05 K0.1 C35. R4.
F5.
(Сверлить до X 2.1)
X1.85 Y-0.255 Z-0.865 I0.25 J0.05 K0.1 C-75.
G00 G80 Z1.
M135
G00 G53 X0. Y0.
G00 G53 Z-7.
M00
G245 Стандартный цикл радиального растачивания (группа 09)
C команда абсолютного движения оси С
F Скорость подачи
R Положение плоскости R (диаметр)
*X Координата дна отверстия (диаметр)
*Y команда абсолютного движения оси Y
*Z команда абсолютного движения оси Z
* необязательный параметр
 (G245 - РАДИАЛЬНОЕ РАСТАЧИВАНИЕ)
G54 (Коррекция детали G54)
G00 G53 Y0 (Исходное положение, ось Y)
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500 (2500 об/мин)
G98 (ДЮЙМ/МИН)
(G245 - РАДИАЛЬНОЕ РАСТАЧИВАНИЕ)
G54 (Коррекция детали G54)
G00 G53 Y0 (Исходное положение, ось Y)
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500 (2500 об/мин)
G98 (ДЮЙМ/МИН)
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
G00 X5. Z-0.75 Y0
G245 X2.1 Y0.125 Z-1.3 C35. R4. F20. (Сверлить до X 2.1)
X1.85 Y-0.255 Z-0.865 C-75.
G00 G80 Z1.
M135 (Остановка шпинделя приводного инструмента)
G00 G53 X0. Y0.
G00 G53 X0 Z-7.
M30
G249 Стандартный цикл радиального растачивания с задержкой (группа 09)
C команда абсолютного движения оси С
F Скорость подачи
P Время задержки на дне отверстия
R Положение плоскости R
*X Координата дна отверстия
*Y Команда перемещения оси Y
*Z Команда перемещения оси Z
 (G249 - РАДИАЛЬНОЕ РАСТАЧИВАНИЕ С ЗАДЕРЖКОЙ)
G54
G00 G53 Y0
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500
(G249 - РАДИАЛЬНОЕ РАСТАЧИВАНИЕ С ЗАДЕРЖКОЙ)
G54
G00 G53 Y0
G00 G53 X0 Z-7.
T303
M154 (Включить ось C)
M133 P2500
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
| G98 G00 X5. Z-0.75 Y0 G249 X2.1 Y0.125 Z-1.3 C35. P1.35 R4. F20. X1.85 Y-0.255 Z-0.865 C-75. P1.65 G00 G80 Z1. M135 G00 G53 X0. Y0. G00 G53 X0 Z-7. M30 |
| ГБОУ РМ СПО «СПТ» | Тест № 1 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | |
| Проверка усвоения Контрольные вопросы Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные. 1. Можно ли в процессе перемещения револьверной головки сменить инструмент? А) да, Б) нет. 2. Стандартный цикл радиального сверления центровых отверстий будет активным, пока: А) не будет введён код G80, Б) не кончится программа, В) не выключить вращение сверла. 3. Какая координата показывает конечное положение резца при радиальном растачивании отверстия? А) X, Б) Z, В) Y. 4. Время задержки кодируется адресом: А) P, Б) Q, В) R. 5. Адрес Z в коде G195 означает: А) длину резьбы, Б) конечное положение метчика, В) положение перед сверлением. 6. Как рекомендуется располагать плоскость R от поверхности? А) как можно ближе, Б) как можно дальше В) на поверхности детали. 7. По какой оси происходит движение сверла. При радиальном сверлении? А) Y, Б) C, В) Z. 8. Какой код позволяет синхронизировать скорость вращения двух шпинделей? А) G195, Б) G197, В) G199. |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Практическая работа №1 Тема работы: Цель работы: Изучить порядок составления прогр Методическое обеспечение: Учебный элемент № 9 Оборудование: токарный станок с ЧПУ HAAS TL 1 Описание: Изучить порядок и составить блок пр Ход выполнения: 1. Прослушать краткий инструктаж по технике безопасности. 2. Изучить учебный элемент № 8. 3. Пример выполнения задания: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 15 Наименование: G – коды. G195 – G249 Профессия: Оператор станков с программным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Варианты заданий:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|