Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ТОҚЫМА ӨНДІРІСІНДЕГІ БАСҚАРУ СХЕМАЛАРЫ
|
|
Тегістеу машиналары. Қ азіргі тегістеу машиналарда арқ ау ө ткізу жылдамдығ ы 300-600 м/мин, ал жылдамдығ ы жоғ ары машиналарда 800 м/мин қ ұ райды. Бұ л жылдамдық тар аралығ ында тегістеу машиналардағ ы жіптердің керілгенін эмпириялық формула бойынша анық тауғ а болады
 (15.2)
(15.2)
мұ ндағ ы Т – жіптің керілуі; v – арқ ау ө ткізудің сызық тық жылдамдығ ы, м/мин; b – тұ рақ ты коэффициент (b =8-14).
(15.1) тең деуден керілу мен арқ ау ө ткізу жылдамдығ ының арасында сызық тық байланыс бар екендігін байқ аймыз.
Арқ ау ө ткізу кезіндегі жіптердің керілуінің кейінгі технологиялық операциялар ү шін маң ызы зор: шамадан тыс керілуі жіптердің тым қ атты созылуына жә не жиі ү зілуіне алып келеді; біркелкі керілмегендігі дайын матаның сапасына ә сер етеді.
Жіптің ү здіксіз керіліп тұ руын қ амтамасыз ету ү шін арқ ау ө ткізудің тұ рақ ты сызық тық жылдамдығ ы қ амтамасыз етілу керек. Оғ ан арқ ау ө ткізу білікшесінің D диаметрі кө бейген сайын оның n айналу жиілігі n=v/π d=C/D| болғ андық тан азая бастағ ан жағ дайда қ ол жеткізуге болады.
Бұ л тең деу жіптің сызық тық жылдамдығ ын тұ рақ ты ұ стап тұ ру ү шін арқ ау ө ткізгіш білікшенің айналу жиілігі гипербола заң ы бойынша ө згеру керектігін кө рсетіп отыр. Сонда орау механизмінің білікшесіндегі сә т М=DТ/2 тең, яғ ни оның мә ні арқ ау ө ткізгіш білікшенің диаметріне пропорционалды болады.
Қ азіргі заманғ ы арқ ау ө ткізу машинасының автоматтандырылғ ан электр жетегіне қ ойылатын талаптар:
арқ ау ө ткізу білігіне жіпті сызық тық ө ткізу жылдамдығ ы мен жіпті орау тығ ыздығ ының тұ рақ ты болуы;
жіптердің ү зілуіне жол бермеу ү шін машинаны бір сарынмен іске қ осу;
машинаны тез тоқ тату (0, 5 с жоғ ары емес);
белгіленген жылдамдық ты 1: 3 шегінде, ал басқ ару жылдамдығ ы ескерілген жағ дайда – 1: 25 бастап 1: 30 дейін бір сарынды ө згерту мү мкіндігі;
жіптердің біреуі ү зілген жағ дайда немесе арқ ау ө ткізу білікшесіне белгіленген ұ зындық тағ ы жіптерді атқ ару кезінде машинаны автоматты тү рде тоқ тату;
жіптің ү зілген жері жә не машинаның жұ мыс істеу режимі туралы сигнал беру.
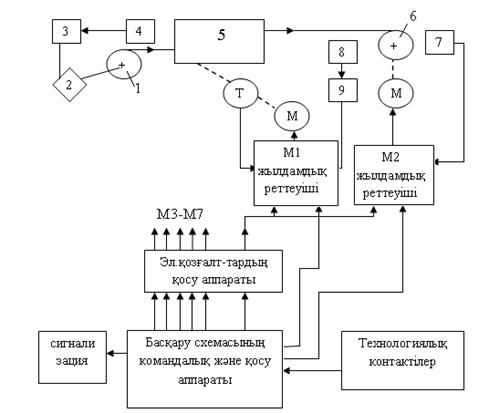
Тегістеу машинасын басқ арудың қ ұ рылымдық сұ лбасы 15.1 суретте кө рсетілген.
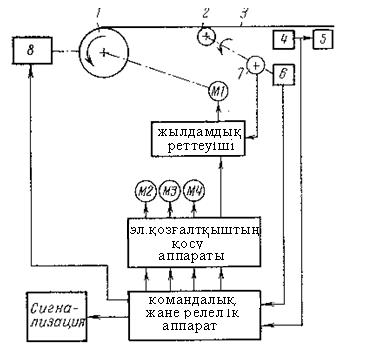
15.6 сурет. Арқ аушыбық ө ткізетін машинаны басқ арудың қ ұ рылымдық сұ лбасы
1 арқ ау ө ткізу білікшесі жылдамдығ ын жылдамдық реттегіш арқ ылы ө згертуге болатын М1 электр қ озғ алтқ ышынан қ озғ алысқ а келтіріледі. Мұ ндай электр қ озғ алтқ ыш ретінде тиристорлық жылдамдық реттегіші бар немесе магнитті кү шейткіштердің кө мегімен жұ мыс істейтін тогі тұ рақ ты электр қ озғ алтқ ыш қ олданылғ ан. Сонымен қ атар, шарық салғ ыштың белдек ұ стағ ыштарын бұ ру жә не арқ ау ө ткізгіш білікшені пинольдармен қ ысу ү шін тә уелсіз басқ арылатын М2, М3 жә не М4 ү ш кө мекші асинхронды электр қ озғ алтқ ыш орнатылғ ан.
Арқ ау ө ткізудің сызық тық жылдамдығ ын тұ рақ тандыру ү шін 3 негіз жіптерінің ә серінен айналатын 2 ө лшегіш білікшелерінің жү йесі қ олданылғ ан. 2 ө лшегіш білікшесі 7 техногенератормен жә не б метраж санағ ышпен кинематикалық жолмен жалғ анғ ан. 7 техногенератордың шығ а берісі жылдамдық реттегіштің басқ арушы кіре берісіне қ осылғ ан. Сө йтіп, арқ ау ө ткізу білікшесі жұ мыс жасағ ан сайын оның диаметрі ғ ана емес, жіптердің сызық тық жылдамдығ ы да ө седі, жә не бұ л 7 тахогенераторының шығ а берісіндегі ЭДС-ң ө сімін анық тайды. Жылдамдық реттегішке енгізілетін жылдамдық тың бойындағ ы кері теріс байланыстың арқ асында М1 электр қ озғ алтқ ышының айналу жиілігі азайып, арқ ау ө ткізудің сызық тық жылдамдығ ы тұ рақ ты болып қ алады.
Жіптің ү зілуін бақ ылау ү шін машинағ а жіптің ү зілген жері туралы сигнал беру сұ лбасына қ осылғ ан иінтірек тә різді 4 жіптің керілуін бақ ылауғ а арналғ ан қ ұ рылғ ы орнатылғ ан. Жіптердің біреуі ү зілген жағ дайда керілгенін бақ ылау қ ұ рылғ ысынан машинаны басқ ару сұ лбасына сигнал беріледі де, машина тоқ тайды. Машинаны тез тоқ тату ү шін 8 ленталы тежегіш іске қ осылады жә не тогі тұ рақ ты электр қ озғ алтқ ыш якорьлік тізбекті қ уат кө зінен ажырату жә не оны тежегіш кедергіге қ ысқ арту арқ ылы динамикалық ә діспен тежеледі. Сө йтіп, механикалық жә не динамикалық тежегіштер бірлесіп жұ мыс істеген жағ дайда машина дұ рыс тоқ тайты.
Машина тоқ тағ ан кезде арқ аудың барлық жіптері салбырап тұ ратындық тан, 4 керілуін бақ ылау қ ұ рылғ ысы барлық жіптер керіліп болып, машина жү ргізілгеннен кейін іске қ осылады.
Сонымен қ атар, басқ ару сұ лбасында 6 метраж санағ ыштан берілген арқ ау метражының жұ мыс атқ арғ аны туралы сигнал келіп тү скен немесе қ оршаулар есіктері ашылғ ан кезде машинаның тоқ татылуы қ арастырылғ ан.
Шлихталағ ыш машиналар. Шлихталағ ыш машина - технологиялық операциялары бір-бірінен айрық ша қ ұ рал-жабдық тың агрегатталғ ан секциялары болып табылады.
Шлихталау жылдамдығ ы шлихталау машинасының кептіргіш бө лігінің ө німділігіне, арқ ау жіптерінің санына, шлихталанатын жіптің тү ріне жә не оның сығ ылу дә режесіне байланысты.
Шлихталаудың сызық тық жылдамдығ ы мына тең деумен кө рсетілуі мү мкін:
 (15.2)
(15.2)
мұ ндағ ы Qв – машинаның кептіргіш бө лігінде буғ а айналатын ылғ алдың мө лшері, сағ /кг; а – ылғ ал салмағ ының сығ ылғ ан жіптің салмағ ына қ атынасы; m – ақ аудағ ы жіптердің саны; Тп - жіптің сызық тық тығ ыздығ ы, текс.
Қ азіргі заманғ ы шлихталау машиналарында ақ аудың қ озғ алу жылдамдығ ы 20-160 м/мин, ал басқ ару кезінде – 2-4 м/мин дейін жетеді.
Арқ ау ө ткізу білікшелерінен негізгі жіпті орап алу кезінде оның керілу сә тін мына формуламен анық тауғ а болады:
Мұ ндағ ы Мн – Тr – арқ аудың керілу сә ті, (Т – арқ ау ө ткізу білікшелері-машинаның кіру білікшесі аймағ ындағ ы арқ аудың керілуі, Н; r – оралу радиусы, м); Мс =10 мгц – білікшенің шетмойындарындағ ы ү йкелістерге тә уелді болатын статикалық қ арсыласу сә ті, Н* (м – арқ ау ө ткізу білікшесінің салмағ ы, кг; м – ү йкелу коэффициенті, шамамен 0, 002; гц – білікшенің шетмойынының радиусы, м, Мд=jdw/dt – арқ ау ө ткізу білікшесінің қ арсыласуының динамикалық сә ті, Н*м (j – арқ ау ө ткізу білікшесінің инерциялану сә ті).
(15.2) тең деуге сә ттердің мә ндерін қ ойып, оны арқ аудың керілуіне қ атысты шешсек мынағ ан қ ол жеткіземіз:
яғ ни арқ аудың керілуі арқ ау ө ткізу білікшесінің салмағ ына, ү йкелу коэффициентіне, оралу радиусына жә не арқ ау ө ткізу білікшесінің қ арсыласуының динамикалық сә тіне байланысты. Тарқ атудың сызық тық жылдамдығ ы тұ рақ ты болғ ан жағ дайда жеке жіптің керілуі 0, 01-0, 03 1-1, ал машина екпін алғ ан жағ дайда екпінделу уақ ытына қ арай 0, 05-0, 35 1-1 қ ұ райды.
Тоқ ыма навойғ а арқ ау оралғ ан кезде оралудың сызық тық жылдамдығ ы
 (15.3)
(15.3)
мұ ндағ ы г – навойдағ ы жіптің оралу радиусы, м; п – навойдың айналу жиілігі,
Осыдан п=м/2пгн
Шығ ару білікшесі-навой аймағ ындағ ы арқ ау жіптерінің керілуі тұ рақ ты болып қ алу ү шін ораудың сызық тық жылдамдығ ын бір қ алыпты ұ стап тұ ру крек, яғ ни тоқ ыма навойының орам радиусы кө бейген сайын тоқ ыма навойының жылдамдығ ын гипербола заң ы бойынша азайту керек.
Шлихталау машинасының жылдамдық режимдерін қ арастыра отырып, шлихталау барысында ылғ алды-температуралық ө ң деудің ә серінен арқ ау жіптері белгілі-бір дең гейге дейін керілген жағ дайда ө з кезегінде жіптердің берілген керілісін ө згертетін созылу (немесе апшу) процестері орын алатынын ескеру қ ажет.
Сө йтіп, аталғ ан негізгі факторларды ескерсек, шлихталау машиналарындағ ы жылдамдық тарды жалпы реттеу диапазоны 60 1 – 200 1 болу керек. Осығ ан байланысты, қ азіргі шлихталау машиналарында мыналарды қ олданады: тогі ауыспалы асинхронды электр қ озғ алтқ ыштарының жетегі (машинаның жекелеген органдарының жылдамдығ ы қ ұ рылысы ә ртү рлі механикалық вариаторлардың кө мегімен реттеледі: вариаторлардың біреуі бү кіл машинаның жылдамдығ ын, ал екіншісі – тек навойдың ғ ана жылдамдығ ын оның диаметрінің ө суіне қ арай реттейді); генератор-қ озғ алтқ ыш сұ лбасы бойынша немесе тиристорлық ө ң дегіштерден жұ мыс істейтін тогі тұ рақ ты электр қ озғ алтқ ыштарының жетегі. Кө мекші механизмдер (желдеткіштер, арқ ау ө ткізу білікшесі мен тоқ ыма навойдың пинольдары, тиеу ролигі жә не т.б.) асинхронды электр қ озғ алтқ ыштардың кө мегімен тә уелсізқ озғ алысқ а келтіріледі.
Шлихталау машинасында сондай-ақ келесі технологиялық параметрлердің бақ ылануы мен автоматты реттелуі қ арастырылғ ан: шлихта температурасы мен дең гейі, арқ аудың сығ ылу дә режесі, кептіргіштен шығ а берістегі арқ аудың ылғ алдығ ы, созылуы, статикалық электрдің бейтараптығ ы.
Арқ ау ылғ алдығ ын реттегіштен басқ а (ылғ алдылық ты машинаның жылдамдығ ын ө згерту арқ ылы реттеуден басқ а) қ алғ ан реттегіштер мен бақ ылау-ө лшеу қ ұ ралдары машина жетегін басқ ару сұ лбасынан тә уелсіз жұ мыс істейді.
Сө йтіп, шлихталау машинасының басқ ару сұ лбасы мыналарды қ амтамасыз ету керек:
машинаның басқ ару жә не жұ мыс режимінде бір сарынды жұ мыс істеуі (екпін алудың қ ажетті уақ ыты 4-5 с);
жұ мыс жылдамдық тарын 60: 1200: 1 диапазонында реттеу (басқ ару жылдамдығ ын ескере отырып);
машинаның қ оршау тү сірілген, пинольдар ашылғ ан, пневматика жү йесінде қ ысым болмағ ан, технологиялық параметрлер рұ қ сат етілетін шектерден ауытқ ығ ан жағ дайда іске қ осылуына жол берілмеуі немесе тоқ татылмауы;
машинаның жұ мыс режимі туралы сигналдың берілуі (іске қ осылуғ а дайындық, іске қ осылуы, басқ арылуы, жұ мыс істеуі).
Шлихталау машинасын басқ арудың қ ұ рылымдық сұ лбасы 26.2 суретте келтірілген. Шлихталау машинасы негізгі қ озғ алысты тогі тұ рақ ты екі электр қ озғ алтқ ыштан; М2 – тоқ ыма навойдан, ал сорып алатын желдеткіш пен ү рлеу желдеткіші, тиеу ролигі, арқ ау ө ткізу білікшесі мен тоқ ыма навойдың пинольдары – М3-М7 асинхронды электр қ озғ алтқ ыштардан алады.
15.7 сурет. Шлихталау машинасын басқ арудың қ ұ рылымдық сұ лбасы
М1 электр қ озғ алтқ ышының жылдамдығ ы 1: 38 диапазонында М1 жылдамдық реттегішпен реттеледі.
М1 жылдамдық реттегішті басқ ару кірістері мажорлық білікпен 9 ылғ ал реттегішке, 8 ылғ алдық тетігімен (арқ ау ылғ алдығ ы жылдамдық бойынша реттелген жағ дайда) жә не машинаны басқ ару сұ лбасымен байланысты ТГ тахогенераторына қ осылғ ан.
Сө йтіп, сигналдардың М1 жылдамдық реттегіштің магнитті кү шейткішінде қ осылуы М1 электр қ озғ алтқ ышының жылдамдығ ы бойынша кері байланыстың болуын, ылғ алдық ө згерген жағ дайда жылдамдық тың реттелуін, сондай-ақ машинаны басқ ару сұ лбасынан командалардың жылдамдық режимдерін (екпін алу, басқ ару, жұ мыс істеу) қ амтамасыз етеді.
Арқ ауды 1 арқ ау ө ткізу білікшесінен тарқ атып алу кезінде арқ аудың керілісін тұ рақ тандыру мақ сатымен арқ ау ө ткізу білікшесінің артында шығ а берісі 2 тежегіш қ ұ рылғ ысының атқ ару механизмімен жалғ анғ ан 3 керілісті реттегіштің шығ а берісіне қ осылғ ан 4 арқ аудың керілу тетігі орнатылғ ан. 1 арқ ау ө ткізу білікшесінің диаметрі азайғ ан сайын ИМ шлихталау машинасы жұ мыс істеп тұ рғ ан жағ дайда 2 тежегіш қ ұ рылғ ысы машинағ а келіп тү сетін арқ аудың керілуінің тұ рақ ты болуын қ амтамасыз ете отырып, арқ ау ө ткізу білікшесін тежегіштен босатады.
Электр қ озғ алтқ ышының жылдамдығ ын М2 жылдамдық реттегіш 190: 1 диапазонында реттейді. М2 жылдамдық реттегішін басқ ару кіре берістері 7 тоқ ыма навой диаметрінің тетігіне жә не машинаны басқ ару сұ лбасына қ осылғ ан.
Сыртқ а шығ аратын білік-тоқ ыма навой аймағ ындағ ы арқ аудың керілісі былай тұ рақ тандырылады. М2 электр қ озғ алтқ ышының білігіндегі сә тті былай кө рсетуге болады
мұ ндағ ы Т – арқ аудың керілуі, Н; d – навойдың диаметрі, м; і – ауыстыратын сан;  – берілістің ПӘ К.
– берілістің ПӘ К.
Электр қ озғ алтқ ыштың айналатын сә ті
мұ ндағ ы См - тұ рақ ты коэффициент; 1 – А якорінің тогі; Ф – магнитті ток, Вб.
Орнатылғ ан режимде Тd/ 2in= СмiФ, немесе Т/2iСмФ= I/ d. 2sinСФ=const болғ андық тан, 1/d = соnst қ атынасы ұ стап тұ ру кезінде арқ ау тұ рақ ты тү рде керіліп тұ рады. Бұ л 7 навой диаметрінің тетігінен жә не 412 электр қ озғ алтқ ышының якорьлық тізбек тогінің тетігінен алынатын сигналдардың 412 жылдамдық реттегіштің магнитті кү шейткішінде магнитті қ осылуы арқ ылы жү зеге асырылады.
Тоқ ыма станоктар. Ә ртү рлі тоқ ыма станоктардың негізгі айырмашылығ ы кө лденең жібін жү ргізу ә дісінде.
Шө лмекті тоқ ыма станоктарында кө лденең жіп соғ у механизмінен толық ү детілетін кө лденең шарығ ы бар шө лмектің кө мегімен ө ткізіледі. СТБ типті қ айық сыз тоқ ыма станоктарда ү йрек жіпті жылжымайтын орамнан шағ ын габаритті кө лденең тө сегіш іліп алады. Содан кейін кө лденең тө сегіщ қ абылдау қ орабына келіп жетеді де, кө лденең жіпті босатып, матаның астындағ ы конвейерге тасталады.
АТПР типті пневморапиралық тоқ ыма станоктарында кө лденең жіп ауызғ а екі рапираның кө мегімен енгізіледі. Олардың біреуі кө лденең жіпті қ ысылғ ан ауаның ә серімен, ал екіншісі – эжекцияның арқ асында алып ө теді.
Пневматикалық жә не гидравликалық тоқ ыма станоктарында кө лденең жіп қ ысылғ ан ауаның импульстық ағ ысымен немесе жылжымайтын орамның суымен лақ тырылады. Кө лденең жіпті ө ткізу ә дісі жіптің тү ріне жә не ө рілу тү ріне (раппортқ а) байланысты. Бұ л станоктың ө німділігіне едә уір ә сер етеді (кө лденең нің бір минут ішіндегі лақ тырыстарының саны).
Тоқ ыма станоктарының автоматтандырылғ ан электр жетегінің мә селелерін қ арастыра отырып, шө лмекті тоқ ыма станоктарының жетекті электр қ озғ алтқ ыштарының жұ мыс режимінің ерекшелігі туралы айта кету керек.
Шө лмекті тоқ ыма станок станоктың жү ктеме диаграммасының ерекше сипатына жағ дай жасайтын қ ос иінді механизммен жабдық талғ ан. Қ ос иінді механизмнің ә рбір айналымында батан қ айта-ү демелі қ озғ алыс алады, онымен байланысты массалар екі есе ү дейді жә не екі есе баяулайды. Бұ л массалардың кинетикалық энергиясы ө згеріп тұ рады, демек динамикалық сә т те ө згеріске ұ шырайды. Оны ү ш негізгі қ ұ рамдауышқ а бө луге болады: ү йкеліс кү штерін ең серуге қ ажетті статикалық қ арсыласу сә ті; батанды жылдамдатуғ а қ ажетті динамикалық сә т; қ айық ты жылдамдатуғ а қ ажетті динамикалық қ арсыласу сә ті. Нә тижелейтін сә т осы ү ш қ ұ рамдас сә ттердің қ осындысы болып табылады.
Статикалық қ арсыласу сә ті қ ос иінді механизмнің тұ рғ ан орнына байланысты емес жә не негізінен тұ рақ ты болып табылады. Қ ос иінді механизмнің бұ рыштық ығ ысуларындағ ы динамикалық жү ктеме мә ні мен таң басы бойынша ү здіксіз ө згеріп тұ рады, себебі батан механизмінің салмағ ы жоғ ары болып табылады. Динамикалық сә ттің ең жоғ арғ ы мә ні статикалық қ арсыласу сә тіннен 6-8 есе, ал соғ у механизмі қ ұ райтын динамикалық қ арсыласу сә ті статикалық сә ттен 10-15 есе асып тү седі.
Сө йтіп, тоқ ыма станоктарының механизмдерін қ озғ алысқ а келтіретін электр қ озғ алтқ ыштар қ ос иінді механизмнің бір айналымының ішінде екі рет қ озғ алтқ ыш жә не екі рет генераторлық режимде жұ мыс істейді. Динамикалық таң басы ауыспалы жү ктеме орта квадраттық қ уаттылық тың, демек электр қ озғ алтқ ыш тұ тынатын токтың жоғ арылауына, жә не жылдамдық тың ө згеруіне жә не электр қ озғ алтқ ыштың қ ызуына алып келеді. Сол себептен, станоктың жү ктемелік диаграммасын жақ сарту ү шін электр қ озғ алтқ ышқ а қ озғ алтқ ыш генераторлық жұ мыс режимі кезінде жасалатын жү ктеменің шектерін азайту қ ажет.
Электр қ озғ алтқ ыштың жұ мыс режимін жақ сарту ә дістерінің бірі электр қ озғ алтқ ыштың жылдамдығ ын арттыру жә не азайту кезінде энергияны беруге жә не аккумуляциялауғ а қ абілетті маховиктердің қ олданылуы болып табылады. Тоқ ыма станогінің жү ктемелік диаграммасын жақ сартудың тағ ы бір ә дісі - техникалық сипаттамасы оң ай электр қ озғ алтқ ыштың қ олданылуы. Ол ү шін магнитті индукция тө мендетіледі немесе сырғ уы арттырылады. Соның нә тижесінде соғ у кезінде жү ктемелік диаграмма таралып кетеді де, ал жү ктеме шегіне жеткенде - тө мендейді. Механикалық сипаттамалары жең ілдетілген сілтеу массалары ү лкейтілген асинхронды қ ысқ а тұ йық талғ ан электр қ озғ алтқ ыштарды қ олдану ө те тиімді. Пневматикалық гидравликалық тоқ ыма станоктарының жү ктемелік диаграммалары едә уір дұ рысырақ: электр қ озғ алтқ ыш генераторлық режимнен ө тпейді жә не жү ктеме тек ү йрек соғ ылғ анда ғ ана ө седі. Ол ү шін жең ілдетілген батан қ олданылады, соғ у механизмі қ атыстырылмайды жә не иілгіштік қ асиеті бар сына –белдіктікті беріліс пайдаланылады. Бұ л станоктарда ү йрек тө семінің пневматикалық немесе гидравликалық механизмдері асинхронды қ ысқ а тұ йық талғ ан жетекті электр қ озғ алтқ ыштары бар жеке немесе топтық қ ұ рылғ ылардан қ уат алады.
Шө лмекті тоқ ыма станогін басқ арудың қ ұ рылымдық сұ лбасы (26.3 сурет) мыналарды қ амтамасыз етеді:
қ айық ты соғ у механизмінің бірінші соғ уы кезінде лақ тыру мақ сатымен станок механизмдерін лезде іске қ осу;
қ айық арқ аудың ішінде тіреліп қ алмау ү шін станок механизмдерін жылдам тоқ тату;
арқ аудың жіптері ү зілген немесе кө лденең жіп шығ ып кеткен, қ ажетті метраж атқ арылғ ан, арқ ау шығ ып кеткен жағ дайда станокты тоқ тату;
кө лденең жіп іске қ осылып кеткен жағ дайда шарық тарды автоматты тү рде ауыстыру;
арқ ау жібін тоқ ыма навойдан орап алу жә не матаны тауар білікшеге орау кезінде арқ ау жібінің керілуін тұ рақ тандыру.
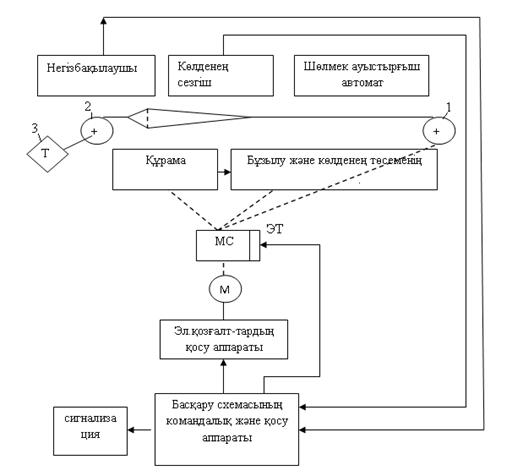
15.8 сурет. Шө лмекті тоқ у станогын басқ арудың қ ұ рылымдық схемасы
Станок іске қ осу тұ тқ асы арқ ылы жү ргізіледі. Бұ л М асинхронды қ ысқ а тұ йық талғ ан электр қ озғ алтқ ыштың іске қ осылуына алып келеді. Іске қ осу тұ тқ асын ә рі қ арай бұ рағ ан жағ дайда МС ілінісу жалғ астырғ ышы іске қ осылып, станоктың барлық механизмдері жү ргізіледі:
Ауызқ ұ рағ ыш механизм 11, бағ дарламалық қ ұ рылғ ы, кө лденең жіп пен соқ паны ө ткізу механизмі, сондай-ақ тауар білікшесінің домалатпа қ ұ рылғ ысының механизмі.
Сө йтіп, станок негізгі біліктің жарты айналымының ішінде екпін алғ ан соң, соғ у механизмінің жұ мысы дұ рыс қ алыпқ а келеді.
3 тоқ ыма навойдан тарқ атып алу кезінде 2 арқ ау жібінің керілуін тұ рақ тандыру ү шін станокты басқ ару сұ лбасымен байланысы жоқ механикалық ТҚ тежегіш қ ұ рылғ ысы орнатылғ ан. ТҚ тежегіш қ ұ рылғ ысы 3 тоқ ыма навойдың диаметріне байланысты қ ажетті тежегіш сә тті қ амтамасыз етеді.
2 арқ ау жібінің керілуін ламельді немесе ламельсіз арқ ау бақ ылағ ыштар қ адағ алар тұ рады. Олар беретін электр сигнал станокты басқ ару сұ лбасының командалық жә не релелік аппаратурасының блогіна жіберілген кезде ол тоқ тап қ алады.
Шарық тағ ы ү йрек жіптің ұ зындығ ының қ ысқ алығ ы қ айық тағ ы шарық ты жиі ауыстырып отыруды талап етеді. Шарық тарды ауыстыруғ а арналғ ан автоматты қ ұ рылғ ылардың ү йрек қ уыс қ ұ лақ пен шарық тарды ауыстыру автоматы бар. Ү йрек қ уыс қ ұ лақ тар қ айық та жіп жоқ болғ ан жағ дайда шарық тарды ауыстыру механизмдерін іске қ осады. Сонымен қ атар, бір уақ ытта ү йрек қ уыс қ ұ лақ тан станокты басқ ару сұ лбасына да сигнал берілуі мү мкін. Тү рлі-тү сті ү йрек жіптермен жұ мыс істеуге мү мкіндік беретін кө п қ айық ты тоқ ыма станоктарында шарық тарды ауыстыру автоматы ауызқ ұ рағ ыш механизмнің бағ дарламалық қ ұ рылғ ысымен электрлік жолмен байланысқ ан. Бұ л ауызқ ұ рағ ыш механизмнің қ ажетті тү стегі ү йрек жібі бар шарық ты ауыстыруғ а дайындығ ын қ амтамасыз етеді.
Арқ ау бақ ылағ ыштардан немесе кейбір жағ дайларда ү йрек қ уыс қ ұ лақ тан сигнал берілген, сондай-ақ «тоқ та» тү ймесі басылғ ан кезде ТЭ тежегіш электр магниті іске қ осылып, Л4С ілінісу жалғ астырғ ышы ажырайды жә не М жетекті электр қ озғ алтқ ыш сө ндіріледі. Қ айығ ы жоқ пневматикалық жә не гидравликалық тоқ ыма станоктарында ү йрек қ уыс қ ұ лақ тың орнына жетпей тү сулер санын есептегіштермен жә не атқ арылғ ан матаның метражын есептегіштермен электрлі жолмен жалғ анғ ан ү йрек жіптің жетпей тү сулерінің тетігін орнатады. Белгілі-бір атқ арылғ ан мата ұ зындығ ына қ ажетті жетпей тү сулер санының тиісті мө лшерінен артылып кеткен жағ дайда, станокты басқ ару сұ лбасына сигнал беріледі де, станок тоқ тап қ алады.
|
|