Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструкции после сварки.
|
|
При сварочных деформациях, превышающих допускаемые, в ряде случаев удается восстановить требуемую геометрическую форму изделия путем правки (рихтовки) некоторых элементов конструкции.
Механические способы – они основаны на создании пластических деформаций удлинения в холодном состоянии с целью исправления пластических деформаций укорочения или изгиба, вызванных сваркой (холодная правка). Этот способ применяют при толщине заготовок менее 7…8 мм. Применяют гибку, растяжение, осаживание металла по толщине под прессом. прокатку, проковку. Последние две операции выполняют в пределах шва и околошовной зоны. В результате холодной правки размеры и конфигурация изделия доводятся до заданных проектных значений. Необходимо учитывать, что чрезмерная деформация при рихтовке изделия может вызвать появление трещин в шве и околошовной зоне, что для конструкции недопустимо. Холодную правку выполняют с помощью прессов, домкратов, вальцев или вручную кузнечным инструментом;
Термические способы – горячая правка. Она основана на создании пластических деформаций конструкции – в горячем состоянии при электрическом или газовом нагреве. Этим способом можно устранить искривление толстостенных сварных элементов, а также выпучины в листовых конструкциях. При этом способе правки металл нагревают пятнами или участками, чем вызывают пластические деформации укорочения – сжатия. Углеродистые стали обычно нагревают пламенем до 600...800°С. Необходимо стремиться к кратковременному и концентрированному нагреву, чтобы соседние зоны оставались ненагретыми и сопротивлялись расширению нагретого металла. О результатах правки можно судить лишь после полного остывания конструкции. Листовые элементы иногда после нагрева осаживают молотом на плоскости. Так как нагретый металл имеет низкий предел текучести (он пластичен), то он легко осаживается, и в нем при этом возникают пластические деформации укорочения.
Сварные конструкции небольшого размера с целью правки путем снятия внутренних напряжений подвергают отжигу в жестких зажимных приспособлениях. Так, после сварки конструкцию упруго деформируют и зажимают в приспособлении, чтобы она приобрела правильную форму. После нагрева ее вместе с приспособлением до температуры 550...650°С и последующего медленного охлаждения, освобожденная из приспособления конструкция сохраняет форму, которая была ей придана в приспособлении.
Термическая правка путем общего нагрева конструкции при отпуске без использования приспособления невозможна, так как только напряжения устраняются в зонах растяжения и сжатия. Следовательно, деформации, искажающие геометрическую форму детали, могут сохраниться.
К дорогому способу горячей правки прибегают только в технически и экономически обоснованных случаях.
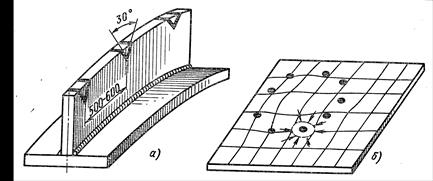
Рис. 7 Схема правки нагревом
а – тавровой балки; б – выпучин листа.
|
|