Большинство технологических операций в литейном производстве очень трудоёмко, протекает при высокой температуре с выделением газов и большого количества пыли. С внедрением автоматизации на операциях формовки, плавки, заливки, выбивки, обрубки ликвидируется тяжелый ручной труд, значительно улучшаются условия труда.
Наряду с этим автоматизация литейного производства позволяет добиться высоких показателей по выпуску продукции. Одновременно уменьшается численность обслуживающего персонала.
В результате применения автоматизации снижается себестоимость изделий, увеличивается выпуск продукции и повышается ее качество, уменьшается брак, сокращаются расходы на сырье, материалы и топливо, снижается потребление тепловой и электрической энергии.
Степень оснащения производственных процессов средствами автоматизации определяется нормативными и техническими требованиями, а также функциональным назначением оборудования. Поэтому в зависимости от доли участия человека (оператора) в управлении степень автоматизации процесса может быть частичной, полной и комплексной.
Основа литейного производства – это изготовление форм и их заливка расплавом металлов. Современное электронное оборудование дает возможность с высокой точностью подобрать состав смеси, из которой будет сделана форма. Причем делается это не для одной единственной детали, а высокое качество обеспечивается большому объему выпускаемой продукции. Система смесеприготовления для автоматизированных формовочных линий снабжена автоматическими дозирующими устройствами, бегунами периодического действия (смеситель), автоматической земельной лабораторией, контролирующей и управляющей каждым замесом смеси, пылеочисткой, включающей мокрый скруббер. Вся система автоматизирована и управляется контроллерами.
Автоматизированные формовочные линии сокращают количество ручных операций по изготовлению отливок. В этих машинах механизированы все операции, кроме установки стержней.
Преимущества установки автоматизированных линий:
· получение отливок повышенной точности по размерам и массе;
· повышение производительности труда;
· снижение процента брака
Работа всех автоматизированных линий аналогична друг другу и состоит из формовочной машины, сборщика форм, манипулятора кантователя, выбивной установки, конвейера.
Получение отливок на автоматизированных линиях возможно как при серийном так и при мелкосерийном производстве.
Линии для крупносерийного и массового производства литья более автоматизированы. Основное оборудование — высокопроизводительный формовочный автомат, задающий темп производства. При переходе этих линий на другую отливку требуется перенастройка всего комплекса механизмов и тщательная отработка технологического процесса.
Линии серийного и мелкосерийного производства имеют возможность для быстрого перехода на литье другой детали.
Автоматизированные формовочные линии создаются на базе формовочных установок различных типов: встряхивающих, прессовых, вибропрессовых, пескодувных, пескометных, комбинированных.
На формовочных линиях в автоматическом режиме выполняются следующие операции:
– выдавливание кома горелой смеси с отливкой из формы, очистка опок, отделение отливок от горелой смеси на инерционных решетках;
– разборка опок и передача их на формовочную машину;
– изготовление полуформ, сборка форм;
– транспортировка форм в зону заливки и охлаждения.
При постоянно растущих требованиях к качеству отливок недостаточно изготовить хорошую разовую песчаную форму и залить сплав соответствующего химического состава и температуры. Не менее важно обеспечить повторяемость параметров процесса заливки и его контроль. Для этого разработаны автоматические заливочные систем, интегрированные в состав автоматических формовочных линий (АФЛ). С их помощью процесс заливки можно регулировать и контролировать по трем параметрам - по весу, по времени, по уровню. Заливочные устройства позволяют осуществлять непрерывную заливку сплава без нарушения времени цикла на всех видах опочных и безопочных АФЛ. Для этого применяется специальная техника поворотного заливочного ковша, которая позволяет точно регулировать поток и объем жидкого металла. Струя металла контролируется при помощи оптоэлектронных датчиков и камер, а программируемая система управления для регулирования скорости заливки в зависимости от металлоемкости песчаной формы гарантирует точное изготовление любых отливок.
Решающим фактором увеличения производственных мощностей литейного производства, снижения себестоимости литья является оснащение его новейшей техникой на основе комплексной механизации и автоматизации производства. Особенно велика доля ручного труда при производстве отливок на обрубных и очистных работах. Типовая механизированная поточная линия для очистки литья состоит из выбивной решетки, пластинчатого конвейера, проходного очистного барабана, сортировочной площадки, ленточного транспортера, бункера с весовым дозатором и группы дробеметных полуавтоматических барабанов периодического действия. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре.
Для управления контролем качества отливок разрабатываются автоматизированные системы контроля процессов (АСКП) изготовления литых деталей, отказ от бумажных сопровождающих документов в производстве и переход на печать электронного паспорта.
В целях защиты от контрафакта каждой отливке присваивается уникальный заводской номер, который прослеживается на протяжении всего жизненного цикла. АСКП позволяет контролировать и регистрировать абсолютно всю информацию по операциям и измерениям, через которые прошла отливка в процессе изготовления. Система способна отследить каждый параметр, что помогает своевременно выявить несоответствующую продукцию и исключить ее из дальнейшего движения по производству.
При этом все показатели, которыми обладает отливка, абсолютно объективны, поскольку автоматизированная система исключает возможность человеческой ошибки.
Стабильного и высокого качества литья, а так же высокой эффективности производства можно достичь только в условиях автоматизации всех основных технологических операций производства отливок, когда роль человеческого фактора будет сведена к минимуму.
Изготовление
моделей и стержневых
ящиков
Изготовление
стержней
Приготовление
расплавленного
металла
Заливка
форм
Выбивка и очистка отливок
Сдача
отливок
Сборка
формы
Приготовление
формовочных и стержневых
смесей
Изготовление
полуформ
6 Методика расчётов основных показателей планирования производства
Планирование — это разработка и установление руководством предприятия системы количественных и качественных показателей его развития, в которых определяются темпы, пропорции и тенденции развития данного предприятия как в текущем периоде, так и на перспективу.
Планирование является центральным звеном хозяйственного механизма управления и регулирования производства. Планирование, административное управление и контроль за деятельностью предприятия в зарубежной практике определяют одним понятием «менеджмент». Взаимосвязь планирования и управления можно представить в виде схемы (рис. 1).
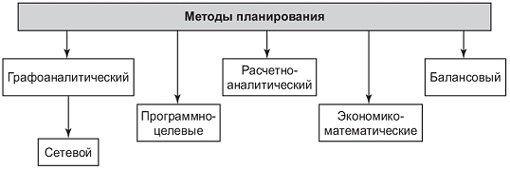
Существует несколько методов планирования: балансовый, расчетно-аналитический, экономико-математические, графоаналитический и программно-целевые (рис. 2).
Балансовый метод планирования обеспечивает установление связей между потребностями в ресурсах и источниками их покрытия, а также между разделами плана. Например, балансовый метод увязывает производственную программу с производственной мощностью предприятия, трудоемкость производственной программы — с численностью работающих. На предприятии составляются балансы производственной мощности, рабочего времени, материальный, энергетический, финансовый и др.
Расчетно-аналитическии метод используется для расчета показателей плана, анализа их динамики и факторов, обеспечивающих необходимый количественный уровень. В рамках этого метода определяется базисный уровень основных показателей плана и их изменения в плановом периоде за счет количественного влияния основных факторов, рассчитываются индексы изменения плановых показателей по сравнению с базисным уровнем.
Экономико-математические методы позволяют разработать экономические модели зависимости показателей на основе выявления изменения их количественных параметров по сравнению с основными факторами, подготовить несколько вариантов плана и выбрать оптимальный.
Рис. 1. Взаимосвязь планирования и управления производственной деятельностью предприятия
Рис. 2. Методы планирования
Графоаналитический метод дает возможность представить результаты экономического анализа графическими средствами. С помощью графиков выявляется количественная зависимость между сопряженными показателями, например, между темпами изменения фондоотдачи, фондовооруженности и производительности труда.
Сетевой метод является разновидностью графоаналитического. С помощью сетевых графиков моделируется параллельное выполнение работ в пространстве и времени по сложным объектам (например, реконструкция цеха, разработка и освоение новой техники и др.).
Программно-целевые методы позволяют составлять план в виде программы, т. е. комплекса задач и мероприятий, объединенных одной целью и приуроченных к определенным срокам. Характерная черта программы — ее нацеленность на достижение конечных результатов. Стержнем программы является генеральная цель, конкретизируемая в ряде подцелей и задач. Цели достигаются конкретными исполнителями, которые наделяются необходимыми ресурсами. На основе ранжирования целей (генеральная цель — стратегические и тактические цели — программы работ) составляется граф типа «дерево целей» — исходная база для формирования системы показателей программы и организационной структуры управления ею.
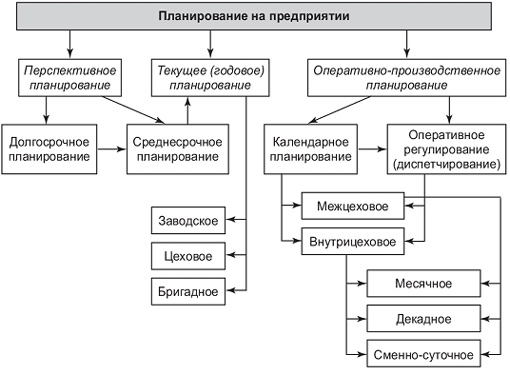
По срокам различают следующие виды планирования: перспективное, текущее и оперативно-производственное (рис.3).
Перспективное планирование основывается на прогнозировании. С его помощью прогнозируются перспективная потребность в новых видах продукции, товарная и сбытовая стратегия предприятия но различным рынкам сбыта и т. д. Перспективное планирование традиционно подразделяется на долгосрочное (10-15 лет) и среднесрочное (3-5 лет) планирование.
Долгосрочный план имеет программно-целевой характер. В нем формулируется экономическая стратегия деятельности предприятия на длительный период с учетом расширения границ действующих рынков сбыта и освоения новых. Число показателей в плане ограниченно. Цели и задачи перспективного долгосрочного плана конкретизируются в среднесрочном плане. Объектами среднесрочного планирования являются организационная структура, производственные мощности, капитальные вложения, потребности в финансовых средствах, исследования и разработки, доля рынка и т. п. В настоящее время сроки исполнения (разработки) планов не имеют обязательного характера, и ряд предприятий разрабатывают долгосрочные планы сроком на 5 лет, среднесрочные — на 2-3 года.
Рис. 3. Виды планирования на предприятии (фирме)
Текущее (годовое) планирование разрабатывается в разрезе среднесрочного плана и уточняет его показатели. Структура и показатели годового планирования различаются в зависимости от объекта и подразделяются на заводские, цеховые и бригадные. Основные разделы и показатели годового плана представлены в табл. 1.
Таблица 1 Основные разделы и показатели годового плана
Оперативно-производственное планирование уточняет задания текущего годового плана на более короткие отрезки времени (месяц, декада, смена, час) и по отдельным производственным подразделениям (цех, участок, бригада, рабочее место). Такой план служит средством обеспечения ритмичного выпуска продукции и равномерной работы предприятия и доводит плановые задания до непосредственных исполнителей (рабочих). Оперативно-производственное планирование подразделяется на межцеховое, внутрицеховое и диспетчирование. Завершающим этапом заводского оперативно- производственного планирования является сменно-суточное планирование.
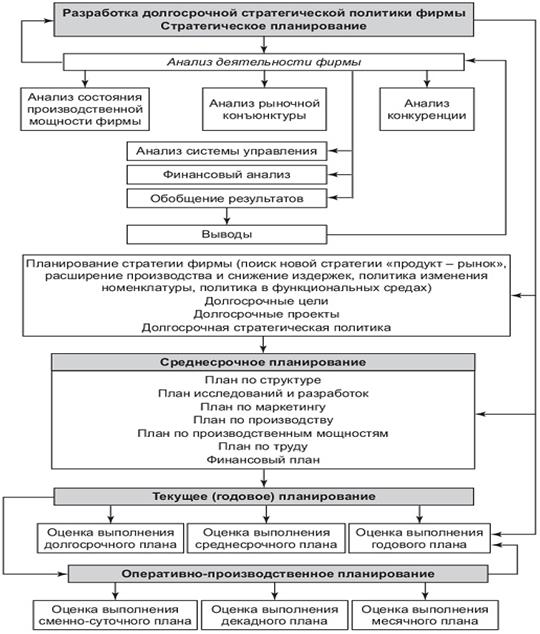
В целом перспективное, текущее и оперативно-производственное планирование взаимосвязаны и образуют единую систему. Упрощенная процедура разработки комплексного плана фирмы включает следующие основные элементы (рис. 4).
Рис. 4. Процедура разработки комплексного плана предприятия (фирмы)
Имеются различные признаки классификации планирования по видам, срокам, формам и другим признакам. С точки зрения обязательности принятия и выполнения плановых заданий оно подразделяется на директивное и индикативное планирование.
Директивное планирование характеризуется обязательным принятием и выполнением плановых заданий, установленных вышестоящей организацией для подчиненных ей предприятий. Директивное планирование пронизывало все уровни системы социалистического централизованного планирования (предприятия, отрасли, регионы, экономику в целом), сковывало инициативу предприятий. В рыночной экономике директивное планирование используется на уровне предприятий при разработке их текущих планов.
Индикативное планирование - это форма государственного регулирования производства через регулирование цен и тарифов, ставок налогов, банковских процентных ставок за кредит, минимального уровня заработной платы и других показателей. Задания индикативного плана называются индикаторами.
Индикаторы — это параметры, характеризующие состояние и направления развития экономики, выработанные органами государственного управления. В составе индикативного плана могут быть и обязательные задания, но их число весьма ограничено. Поэтому в целом план носит направляющий, рекомендательный характер. Применительно к предприятиям (организациям) индикативное планирование чаще применяется при разработке перспективных планов.
Необходимо различать перспективное планирование, прогнозирование, стратегическое планирование, тактическое планирование и бизнес-планирование, которые взаимосвязаны, образуют единую систему и в то же время выполняют различные функции и могут применяться самостоятельно. Как уже отмечалось выше, перспективное планирование основано на прогнозировании.
Прогнозирование является базисом, фундаментом перспективного планирования и в отличие от него основано на предвидении, построенном на экономико-математическом, вероятностном и в то же время научно обоснованном анализе перспектив развития предприятия в обозримом будущем.
Стратегическое планирование ставит перспективные цели и вырабатывает средства их достижения, определяет основные направления развития предприятия (организации) и, что особенно важно, формирует миссию предприятия, направленную на реализацию его общей цели. Миссия детализирует статус предприятия (организации) и обеспечивает направления и ориентиры для определения целей и стратегий на различных уровнях развития.
Тактическое планирование в отличие от перспективного и стратегического планирования охватывает краткосрочный и среднесрочный периоды и направлено на реализацию выполнения этих планов, которые конкретизируются в комплексных планов социально-экономического развития предприятия.
Битее-минирование является разновидностью технико-экономического планирования, однако в условиях рыночной экономики его функции значительно расширились и оно стало самостоятельным видом планирования. Существуют и другие классификации форм и видов планирования. Так, по классификации Р.Л. Акоффа, широко используемой в зарубежной науке и практике, планирование бывает:
§ реактивным - базируется на анализе и экстраполяции прошлого опыта снизу вверх;
§ инактивным - ориентируется на существующее положение предприятия для выживания и стабилизации бизнеса;
§ преактивным (упреждающим) - основано на прогнозах с учетом будущих изменений и осуществляется на предприятиях сверху вниз путем оптимизации решений;
§ интерактивным - заключается в проектировании будущего с учетом взаимодействия прошлого, настоящего и будущего, направленном на повышение эффективности развития предприятия и качества жизни людей.
Отметим, что планирование на предприятии (фирме) является важнейшим элементом рыночной системы, ее базисом и регулятором.
§ Перспективное, текущее и оперативное планирование
По срокам различают следующие виды планирования: перспективное, текущее и оперативно-производственное.
Перспективное планирование основывается на прогнозировании, иначе его называют стратегическим планированием. С его помощью прогнозируются перспективная потребность в новых видах продукции, товарная и сбытовая стратегия предприятия по различным рынкам сбыта и т.д. Перспективное планирование традиционно подразделяется на долгосрочное (10-15 лет) и среднесрочное (5 лет), или пятилетнее, планирование.
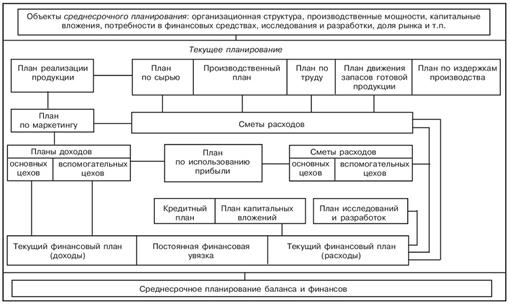
Рис. 6. Взаимосвязь среднесрочного и текущего планирования
Долгосрочный план, на 10-15 лет, имеет проблемно-целевой характер. В нем формулируется экономическая стратегия деятельности предприятия на длительный период с учетом расширения границ действующих рынков сбыта и освоения новых. Число показателей в плане ограниченно. Цели и задачи перспективного долгосрочного плана конкретизируются в среднесрочном (пятилетнем) плане. Объектами среднесрочного планирования являются организационная структура, производственные мощности, капитальные вложения, потребности в финансовых средствах, исследования и разработки, доля рынка и т.п.
В настоящее время сроки исполнения (разработки) планов не имеют обязательного характера и ряд предприятий разрабатывают долгосрочные планы сроком на 5 лет, среднесрочные на 2-3 года.
Текущее (годовое) планирование разрабатывается в разрезе пятилетнего плана и уточняет его показатели. Структура и показатели годового планирования различаются в зависимости от объекта и подразделяются на заводские, цеховые, бригадные.
Взаимосвязь среднесрочного и текущего планирования представлена на рис. 6.
Оперативно-производственное планирование уточняет задания текущего годового плана на более короткие отрезки времени (месяц, декада, смена, час) и по отдельным производственным подразделениям: цех-участок-бригада-рабочее место. Такой план служит средством обеспечения ритмичного выпуска продукции и равномерной работы предприятия и доводит плановое задание до непосредственных исполнителей — рабочих.
Оперативно-производственное планирование подразделяется на межцеховое, внутрицеховое и диспетчированое.
Завершающим этапом заводского оперативно-производственного планирования является сменно-суточное планирование.
В целом перспективное, текущее и оперативно-производственное планирование взаимосвязаны и образуют единую систему.
 моделей и стержневых
моделей и стержневых
 ящиков
ящиков
 стержней
стержней
 металла
металла
 Заливка
Заливка
 форм
форм
 Сборка
формы
Сборка
формы
 формовочных и стержневых
смесей
формовочных и стержневых
смесей