Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Лекция № 3. Система нормирования и обозначения шероховатости.
|
|
Система нормирования и обозначения шероховатости.
ГОСТ 25142-82.
Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины (рис.19).
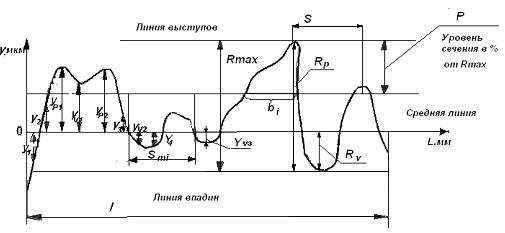
рис.19
Шероховатость измеряется на базовой длине l относительно базовой линии. Обычно за базовую линию профиля принимают среднюю линию профиля неровностей.
Средняя линия проводится так, что в пределах базовой длины среднеквадратическое отклонение до этой линии было минимально; она имеет форму номинального профиля.
Для точности оценки - замер проводят в нескольких местах, затем определяют среднеарифметическое значение результатов.
Числовые значения базовой длины выбирают из ряда 0, 01; 0, 03; 0, 08; 0.25; 0, 8; 2, 5; 8; 25мм.
Длина оценки L - длина, на которой оценивают шероховатость, она может содержать одну или несколько базовых длин.
Параметры шероховатости
1. Ra - среднее арифметическое отклонение профиля – среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины.

 или
или 
 , [мкм],
, [мкм],
при определении на профилограмме:  , где ВУ — вертикальное увеличение.
, где ВУ — вертикальное увеличение.
ℓ - базовая длина,
n - число выбранных точек профиля,
у - отклонение профиля.
Наиболее информативный показатель, так как определяется по большому числу точек.
2. Rz - высота неровностей по десяти точкам - это сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины.
 =
=  ,
,
по профилограмме 
 ; [мкм];
; [мкм];
где
ypi – высота наибольшего i- го выступа
y vi - глубина наибольшей впадины профиля.
Rz ≈ (4 …5) Ra.
3. Rmax – наибольшая высота неровностей профиля - расстояние между линией выступов и линией впадин в пределах базовой длины.
 =
=  ;
;
по профилограмме  ; [мкм]
; [мкм]
4. Sm - средний шаг неровностей профиля в пределах базовой длины –среднее значение шагов неровностей профиля в пределах базовой длины.
 ; [мм].
; [мм].
по профилограмме  ,
,
где ГУ – горизонтальное увеличение.
5. S – средний шаг местных выступов профиля.
 , [мкм],
, [мкм],
по профилограмме  , где Si – шаг неровностей по вершинам.
, где Si – шаг неровностей по вершинам.
Числовые значения Ra, Rz, Rmax, Sm, S и ℓ по ГОСТ 2783 -73.
Рекомендуется использовать предпочтительные значения шероховатости.
6. Опорная длина профиля η p - сумма длин отрезков bi, отсекаемых на заданном уровне сечения р в материале профиля линией, эквидистантной средней линии m в пределах базовой длины.
 [мм].
[мм].
p – уровень сечения в % от Rmax..
7. Относительная опорная длинапрофиля tp – отношение опорной длины профиля (bi на заданном уровне p) к базовой длине;
Значения P выбирают из ряда 5, 10, 20, 25, 30, 40, 50, 60, 70, 80, 90% от Rmax.
При выборе tp следует учитывать, что с его возрастанием требуются все более трудоемкие процессы обработки:
tp = 25% – чистовое точение (p = 50%)
tp = 40% – хонингование (p = 50%).
Числовые значения параметров шероховатости и базовой длины по ГОСТ 2789 – 73.
Обозначение шероховатости на чертежах
Назначают на все поверхности детали, кроме необрабатываемых.
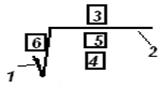
1. Знак
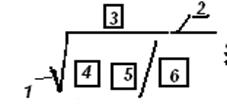
Рис.20
2. Полка знака.
3. Вид обработки.
4. Направление шероховатости.
5. Базовая длина (при необходимости).
6. Параметры шероховатости.

– без указания вида обработки;

– поверхность получается механической обработкой;

– без снятия материала;
 – шероховатость по контуру;
– шероховатость по контуру;
– остальное.
Направление неровностей

| | – параллельное  – это направление движения
– это направление движения

 – перпендикулярное
– перпендикулярное

Х – перекрещивающееся

С – кругообразное

R – радиусное

М – произвольное
Примеры обозначения шероховатости изделий
 — среднее арифметическое отклонение профиля не более 1, 25 мкм
— среднее арифметическое отклонение профиля не более 1, 25 мкм
(Ra ≤ 1, 25 мкм);
— высота неровностей по 10 точкам не более 40 мкм (Rz≤ 40 мкм);
 — среднее арифметическое отклонение профиля от 0, 8 до 1, 25 мкм;
— среднее арифметическое отклонение профиля от 0, 8 до 1, 25 мкм;
— поверхность получается полированием, максимальная высота неровностей не более 1 мкм (Rmax ≤ 1 мкм);
— Ra ≤ 0, 32 мкм  на базовой длине 2, 5 мм, направление неровностей пересекающееся;
на базовой длине 2, 5 мм, направление неровностей пересекающееся;
 — Ra ≤ 0, 2 мкм, относительная опорная длина профиля (t5060) на уровне сечения р =50 % не менее 60% на базовой длине 2, 5 мм;
— Ra ≤ 0, 2 мкм, относительная опорная длина профиля (t5060) на уровне сечения р =50 % не менее 60% на базовой длине 2, 5 мм;
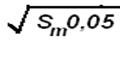 — средний шаг неровностей профиля не более 0, 05 мм
— средний шаг неровностей профиля не более 0, 05 мм
(Sm ≤ 0, 05 мм);
Если базовая длина не приведена, то она берётся по ГОСТ.
Обозначение шероховатости до 01.01.2005 г.
 – Ra ≤ 0, 32 мкм
– Ra ≤ 0, 32 мкм
– Rz ≤ 20 мкм
–Rmax ≤ 1 мкм
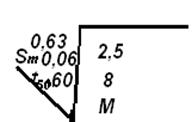
Ra ≤ 0, 63 мкм;
Sm ≤ 0, 06 мм на ℓ = 2, 5 мм;
tр на уровне сечения р =50 % не менее 60% на базовой длине ℓ = 8мм;
Направление неровностей произвольное.
Выбор параметров шероховатости.
Выбор параметров шероховатости должен проводиться с учетом эксплуатационных свойств поверхности. Предпочтительно использовать Ra; для прецезионных трущихся поверхностей: Ra, Rmax, tp.
Rz или Rmax – используют в тех случаях, когда нужно ограничить полную высоту профиля (под уплотнения), также когда прямой контроль Ra с помощью профилометра или образцов шероховатости не представляется возможным (малые размеры, сложная конфигурация).
Rz, Sm, S – существенно влияют на виброустойчивость.
Износостойкость, контактная жесткость, прочность прессовых посадок и т.п. связаны с фактической площадью контакта tp.
При выборе tp следует учитывать, что при возрастании tp сильно увеличивается трудоемкость.
Нормирование Ra по уровням относительной геометрической точности:
Нормальная точность А Ra = 0, 05 T Rz = 0, 2 T
Повышенная точность В Ra = 0, 025 T Rz = 0, 1 T – (детали приборов)
Высокая точность С Ra = 0, 01 T Rz = 0, 05 T – (детали гидравлики, пневматики; калибры, поверхности, контактирующие с манжетными уплотнителями).
После расчета выбирают ближайшее стандартное значение, соответствующее началу класса или дополнительному рекомендуемому значению.
Пример:

Т =0, 062
По А: Ra ≤ 0, 05; T = 0, 05* 0, 062 =0, 0031 мм или 3, 1 мкм.
Соответственно 
Для деталей гидравлики шероховатость поверхностей, контактирующих с рабочей жидкостью, должна быть не хуже 5 класса.
Если в технических требованиях не задано направление шероховатости, то измерения производят в направлении наиболее грубой шероховатости.
При обработке резанием этому условию соответствует направление измерения, перпендикулярное главному движению (поперечная шероховатость).
После расчета выбирают ближайшее стандартное значение, соответствующее началу класса или дополнительному рекомендуемому значению.
Пример:
Т =0, 062
По А: Ra ≤ 0, 05; T = 0, 05* 0, 062 =0, 0031 мм или 3, 1 мкм.
Соответственно
Для деталей гидравлики шероховатость поверхностей, контактирующих с рабочей жидкостью, должна быть не хуже 5 класса.
Если в технических требованиях не задано направление шероховатости, то измерения производят в направлении наиболее грубой шероховатости.
При обработке резанием этому условию соответствует направление измерения, перпендикулярное главному движению (поперечная шероховатость).
Соотношение параметров Ra, Rmax, Rz и базовой длины
| Ra, мкм | Rz =Rmax мкм | ℓ, мм | Класс |
| до 0, 025 | до 0, 10 | 0, 08 |  13 13
|
| св 0, 025 до 0, 4 | Св 0, 10 до 1, 6 | 0, 25 | 8 - 12
|
| Св 0, 4 до 3, 2 | Св 1, 6 до 12, 5 | 0, 8 | 9 - 5
|
| Св 3, 2 до I2.5 | Св 12, 5 до 50 | 2, 5 | 5 - 3
|
| Св 12.5 до 100 | Св 50 до 400 | 3 - 1
|
| Класс | Rz | Ra | Приборы Ra, мкм | Ra. Дополнительно рекомендуемое |
| 1
| 320 –160 | 80 – 40 | ||
| 2
| 160 – 80 | 40 – 20 | ||
| 3
| 80 – 40 | 20 – 10 | 12, 5 | |
| 4
| 40 – 20 | 10 – 5 | 6, 3 | |
| 5
| 20 – 10 | 5 – 2, 5 | 3, 2 | |
| 6
| 10 – 5 | 2, 5 – 1, 25 | 1, 6 | |
| 7
| 6, 3 – 3, 2 | 1, 25 – 0, 63 | 0, 8 | |
| 8
| 3, 2 – 1, 6 | 0, 63 – 0, 32 | 0, 5 | 0, 4 |
| 9
| 1, 6 – 0, 8 | 0, 32 – 0, 16 | 0, 25 | 0, 2 |
| 10
| 0, 8 – 0, 4 | 0, 16 – 0, 08 | 0, 125 | 0, 1 |
| 11
| 0, 4 – 0, 2 | 0, 08 – 0, 04 | 0, 063 | 0, 05 |
| 12
| 0, 2 – 0, 1 | 0, 04 – 0, 02 | 0, 032 | 0, 025 |
| 13
| 0, 1 – 0, 05 | Не нормир. | Не нормир. | Не нормир. |
| 14
| 0, 05 – 0, 025 | Не нормир. | Не нормир. | Не нормир. |
Виды обработки.
| Ra | Класс | |||||
| Наружный цилиндр | Обтачивание | Предварительное | 50 – 6, 3 | 1 - 4 | ||
| Чистовое | 12, 5 – 0, 8 | 3 - 7 | ||||
| Тонкое | 0, 8 – 0, 2 | 7- 10 | ||||
| Шлифование | Предварительное | 1, 6 – 0, 8 | 6 – 7 | |||
| Чистовое | 0, 4 – 0, 2 | 8 – 9 | ||||
| Тонкое | 0, 2 – 0, 1 | 9 – 10 | ||||
| Притирка | Грубая | 0, 4 – 0, 2 | 8 – 9 | |||
| Средняя | 0, 2 – 0, 1 | 9 – 10 | ||||
| Тонкая | 0, 1 – 0, 05 | 10 – 13 | ||||
| Обкатывание роликом | 0, 2 – 0, 05 | 9 - 11 | ||||
| Внутренний цилиндр | Суперфиниши-рование | 0, 1 – 0, 012 | 10 – 13 | |||
| Растачивание | Предварительное | 50 – 6, 3 | 1 – 4 | |||
| Чистовое | 12, 5 – 0, 8 | 4 – 7 | ||||
| Тонкое | 0, 8 – 0, 2 | 7 – 9 | ||||
| Сверление | 12, 5 – 3, 2 | 3 – 5 | ||||
| Зенкерование | Черновое | 12, 5 – 3, 2 | 3 – 5 | |||
| Чистовое | 6, 3 – 0, 8 | 4 – 7 | ||||
| Развертывание | Нормальное | 0, 8 – 0, 4 | 7 – 8 | |||
| Точное | 0, 4 – 0, 2 | 8 – 9 | ||||
| Тонкое | 0, 2 – 0, 1 | 9 – 10 | ||||
| Протягивание внутреннее | Предварительное | 0, 8 – 0, 4 | 7 – 8 | |||
| Плоскости | Строгание | Предварительное | 50 – 6, 3 | 1 – 4 | ||
| Чистовое | 12, 5 – 0, 8 | 3 – 7 | ||||
| Тонкое | 0, 8 – 0, 4 | 7 – 8 | ||||
| Цилиндрическое фрезерование | Предварительное | 25 – 3, 2 | 2 – 5 | |||
| Чистовое | 3, 2 – 0, 8 | 5 - 7 | ||||
| Тонкое | 1, 6 – 0, 4 | 6 – 8 | ||||
| Торцевое фрезерование | Предварительное | 25 – 3, 2 | 2 – 5 | |||
| Чистовое | 3, 2 – 0, 8 | 5 –7 | ||||
| Тонкое | 1, 6 – 0, 4 | 6 –8 | ||||
Волнистость поверхностей
Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину ℓ. Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага Sw к высоте неровностей Wz. При (Sw / Wz)< 40 отклонения относят к шероховатости поверхности, при 1000 ≥ (Sw / Wz) ≥ 40 – к волнистости, при (Sw / Wz) > 1000 – к отклонениям формы.
Параметры волнистости
Высота волнистости Wz – среднее арифметическое из пяти её измерений (W1, W2, W3, …W5), определенных на длине участка измерения Lw, равной не менее пяти действительным наибольшим шагам Sw волнистости.
Wz = (W1 + W2 + W3 + W4 + W5)/ 5
Предельные числовые значения Wz следует выбирать из ряда: 0, 1; 0, 2; 0, 4; 0, 8; 1, 6; 3, 2; 6, 3; 12, 5; 25; 50; 100; 200 мкм.
Наибольшая высота волнистости Wmax – расстояние между наивысшей и наинизшей точками измеренного профиля в пределах длины Lw, измеренное на одной полной волне.
 Средний шаг волнистости Sw – среднее арифметическое значение длин отрезков средней линии Swi, ограниченных точками их пересечения с соседними участками профиля волнистости.
Средний шаг волнистости Sw – среднее арифметическое значение длин отрезков средней линии Swi, ограниченных точками их пересечения с соседними участками профиля волнистости.
Sw =
Форма волны зависит от причин, которые вызывают волнистость поверхности. Чаще волнистость имеет синусоидальный характер, что является следствием колебаний в системе станок – приспособление – инструмент – деталь, возникающих из-за неравномерности сил резания, наличия неуравновешенных масс, погрешностей привода и т.п.
Контроль шероховатости (СРС)
Производится с помощью:
1. Образцов шероховатости (определяется принадлежность к классу);
2. Профилометров: R, Ra.
3. Профилографов: Rz, Ra, Rmax, Sm, S, tp и пр.
4. Приборов светового сечения: Rz, Ra, Rmax,
5. Растровых измерительных микроскопов.
|
|