Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ПРИЛОЖЕНИЕ В. Таблица В.1 - Ряд диаметров (mm) гидроцилиндров, пневмоцилиндров и мембранных камер Гидроцилиндры Пневмоцилиндры Мембранные камеры / рaсчетный
|
|
Таблица В.1 - Ряд диаметров (mm) гидроцилиндров, пневмоцилиндров и мембранных камер
| Гидроцилиндры | Пневмоцилиндры | Мембранные камеры / рaсчетный диаметр |
| - | ||
| - | ||
| — | ||
| - | — | |
| — | ||
| - | - | |
| — | ||
| - | — | |
| — | ||
| — | - | |
| — | - | |
| — | ||
| — | - | |
| — | — | |
| — | ||
| - | — | |
| — |
Проджолжение таблицы В.1
| Гидроцилиндры | Пневмоцилиндры | Мембранные камеры / рaсчетный диаметр |
| — | ||
| — | ||
| - | — | |
| — | — | |
| — | ||
| - | - | |
 ,
где mД- масса детали;
mЗ - масса заготовки.
И если КИМ менее 0, 75 то в качестве заготовки следует применять такие, которые по конфигурации и массе максимально были бы приближены к готовой детали, учитывая при этом серийность производства.
1.3 Выбор технологических баз
При выборе технологических баз необходимо следовать принципам единства и совмещения баз. Выбирают технологические базовые поверхности при обработке деталей в соответствии с требованиями ГОСТ 21495-82 и следующими рекомендациями: за технологические базы необходимо принимать поверхности, обладающие достаточной жесткостью; за черновые базы нельзя принимать поверхности, обладающие большими штамповочными или литейными уклонами; черновая база применяется один раз только на первой операции; за чистовые базы необходимо применять поверхности, обрабатываемые с максимальной точностью; за чистовые базы целесообразно выбирать основные установочное базы, а не вспомогательные, причем стремиться к совпадению технологической и конструкторской баз; необходимо соблюдать принцип последовательности смены баз, т.е. выбор поверхностей технологических баз производить от менее точных к более точным; стремиться соблюдать принцип единства баз, г.е. если возможно, обрабатывать деталь с одной установки, если нет, за технологические базы принимать одни и те же поверхности.
Схемы теоретического базирования и примеры базирования при различных видах обработки приведены в приложениях к ГОСТ 21495-76.
Окончательный выбор технологических баз производится одновременно с разработкой маршрутного и операционного технологического процессов.
1.4 Разработка маршрутного операционного процесса
,
где mД- масса детали;
mЗ - масса заготовки.
И если КИМ менее 0, 75 то в качестве заготовки следует применять такие, которые по конфигурации и массе максимально были бы приближены к готовой детали, учитывая при этом серийность производства.
1.3 Выбор технологических баз
При выборе технологических баз необходимо следовать принципам единства и совмещения баз. Выбирают технологические базовые поверхности при обработке деталей в соответствии с требованиями ГОСТ 21495-82 и следующими рекомендациями: за технологические базы необходимо принимать поверхности, обладающие достаточной жесткостью; за черновые базы нельзя принимать поверхности, обладающие большими штамповочными или литейными уклонами; черновая база применяется один раз только на первой операции; за чистовые базы необходимо применять поверхности, обрабатываемые с максимальной точностью; за чистовые базы целесообразно выбирать основные установочное базы, а не вспомогательные, причем стремиться к совпадению технологической и конструкторской баз; необходимо соблюдать принцип последовательности смены баз, т.е. выбор поверхностей технологических баз производить от менее точных к более точным; стремиться соблюдать принцип единства баз, г.е. если возможно, обрабатывать деталь с одной установки, если нет, за технологические базы принимать одни и те же поверхности.
Схемы теоретического базирования и примеры базирования при различных видах обработки приведены в приложениях к ГОСТ 21495-76.
Окончательный выбор технологических баз производится одновременно с разработкой маршрутного и операционного технологического процессов.
1.4 Разработка маршрутного операционного процесса
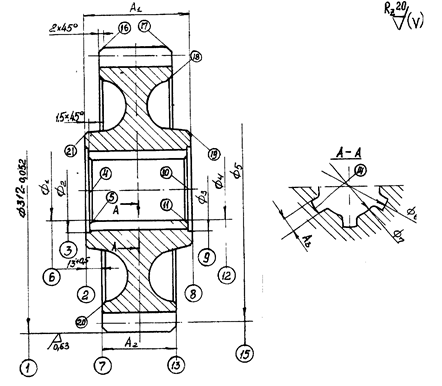 Рисунок 1 – Разбивка детали по элементарным поверхностям
Для каждой поверхности определяется способ обработки с учетом экономической точности (исходя из возможной достигаемой точности и чистоты поверхности) /1/. Одновременно определяется необходимое количество технологических переходов для получения заданного качества каждой элементарной повархности. Результаты представляем в виде таблицы1.
Таблица 1 –Виды обработки элементарных поверхностей
Рисунок 1 – Разбивка детали по элементарным поверхностям
Для каждой поверхности определяется способ обработки с учетом экономической точности (исходя из возможной достигаемой точности и чистоты поверхности) /1/. Одновременно определяется необходимое количество технологических переходов для получения заданного качества каждой элементарной повархности. Результаты представляем в виде таблицы1.
Таблица 1 –Виды обработки элементарных поверхностей