Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обработка шпоночных канавок
|
|
Шпоночные канавки на валах и вообще в охватываемых деталях изготавливаются для призматических и сегментных шпонок. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон (глухие), закрытыми с одной стороны и сквозными.
Шпоночные канавки изготавливаются различными способами в зависимости от конфигурации канавки и вала, применяемого инструмента;
выполняются на горизонтально - или вертикально - фрезерных станках общего назначения или специальных.
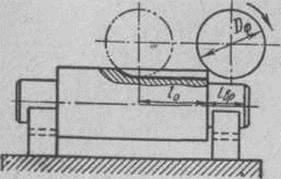
Сквозные и закрытые с одной стороны шпоночные канавки изготавливаются фрезерованием дисковыми фрезами (рис. 1, а). Фрезерование канавки производится за один-два прохода. Этот способ наиболее производителен и обеспечивает достаточную точность ширины канавки.
| 
| |
| 
| |
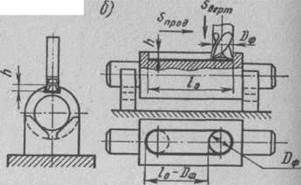
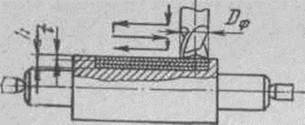
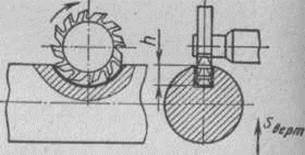
Рис. 1. Методы фрезерования шпоночных канавок валов:
а – дисковой фрезой с продольной подачей; б – концевой фрезой с продольной подачей; в - концевой фрезой с маятниковой подачей; г – концевой дисковой фрезой с вертикальной подачей.
Основное время при фрезеровании дисковой фрезой шпоночной канавки — сквозной и закрытой с одной стороны определяется по формуле:
 ,
,
где  - длина шпоночной канавки, мм;
- длина шпоночной канавки, мм;  , мм.
, мм.
 - диаметр фрезы, мм;
- диаметр фрезы, мм;  - глубина шпоночной канавки, мм;
- глубина шпоночной канавки, мм;  - продольная подача, мм/мин.
- продольная подача, мм/мин.

 Применение этого способа ограничивает конфигурация канавок: закрытые канавки с закруглениями на концах не могут выполняться этим способом; они изготовляются концевыми фрезами с продольной подачей за один или несколько проходов (рис. 1, б).
Применение этого способа ограничивает конфигурация канавок: закрытые канавки с закруглениями на концах не могут выполняться этим способом; они изготовляются концевыми фрезами с продольной подачей за один или несколько проходов (рис. 1, б).
Фрезерование концевой фрезой за один проход производится таким образом, что сначала фреза при вертикальной подаче проходит на полную глубину канавки, а потом включается продольная подача с которой шпоночная канавка фрезеруется на полную длину. При этом способе требуется мощный станок, прочное крепление фрезы и обильное охлаждение. Вследствие того, что фреза работает в основном своей периферийной частью, диаметр которой после заточки несколько уменьшается, в зависимости от числа переточек фреза дает неточный размер канавки по ширине.
Основное время при фрезеровании шпоночной канавки, закрытой с двух сторон, за один проход определяется по формуле:
 , мин,
, мин,
где - глубина канавки, мм; глубина шпоночной канавки в мм; — длина шпоночной канавки, мм;  ф — диаметр фрезы, равный ширине канавки в мм;
ф — диаметр фрезы, равный ширине канавки в мм;  вертикальная и продольная подачи, мм/мин.
вертикальная и продольная подачи, мм/мин.
Для получения по ширине точных, канавок применяются специальные шпоночно-фрезерные станки с «маятниковой подачей», работающие концевыми двухспиральными фрезами с лобовыми режущими кромками. При этом способе фреза врезается на 0, 1—0, 3 мм и фрезерует канавку на всю длину, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует канавку опять на всю длину, но в другом направлении (рис. 1, в). Метод является наиболее рациональным для изготовления канавок в серийном и массовом производствах, так как даеи более точную канавку, обеспечивающую взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает лобовой частью, она будет долговечнее, так как изнашивается не периферийная часть, а лобовая. Недостатком этого способа является значительно большая затрата времени на изготовление канавки по сравнению с фрезерованием за один проход и тем более с фрезерованием дисковой фрезой. Отсюда вытекает следующее: 1) метод маятниковой подачи применять при изготовлении канавок, требующих взаимозаменяемости, 2) фрезеровать канавки в один проход нужно в тех случаях, когда допускается пригонка шпонок по канавкам.
Основное время при фрезеровании шпоночной канавки, закрытой с двух сторон с «маятниковой» подачей определяется по формуле:
 , мин,
, мин,
где - длина шпоночной канавки в мм; ф — диаметр фрезы, равный ширине канавки в мм; sM, пр — продольная подача в мм/мин; h — глубина шпоночной канавки в мм;  — величина вертикального врезания на один ход фрезы в мм.
— величина вертикального врезания на один ход фрезы в мм.
Сквозныe шпоночные канавки валов можно обрабатывать на строгальных станках. Канавки на длинных валах, например на ходовом вале токарного станка, строгают на продольно-строгальном станке. Канавки на коротких валах строгают на поперечно-строгальном станке преимущественно в индивидуальном и мелкосерийном производстве. Канавки под сегментные шпонки изготовляются фрезерованием с помощью концевых дисковых фрез (рис. 1, г).
Основное время при фрезеровании канавок под сегментные шпонки определяется по формуле:
 , мин,
, мин,
h — глубина шпоночной канавки в мм;  вертикальная подача, мм/мин.;
вертикальная подача, мм/мин.;
Шпоночные канавки в отверстиях втулок зубчатых колес, шкивов(и других деталей, надевающихся на вал со шпонкой, обрабатываю в индивидуальном и мелкосерийном производствах на долбежных станках, в крупносерийном и массовом — на протяжных станках. На рис.2 показано протягивание канавки в заготовке зубчатого колеса на горизонтальнопротяжном станке.
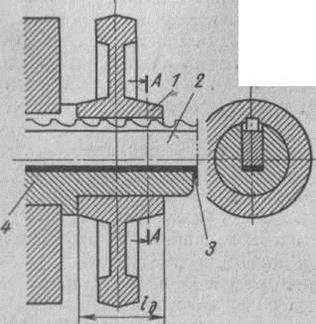
Рис. 2. Обработка шпоночной канавкки отверстии протягиванием.
Заготовка насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2—3 прохода, то под протяжку помещают подкладку 3.
Основное время при протягивании шпоночной канавки oпределяется по формуле:
 , мин,
, мин,
где L —рабочая длина протяжки в мм;  — длина протягиваемой поверхности детали, мм;
— длина протягиваемой поверхности детали, мм;  - скорость рабочего хода протяжки в в м/мин; i — число проходов.
- скорость рабочего хода протяжки в в м/мин; i — число проходов.
|
|