Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Футеровка сталеразливочный ковш.
|
|
Поверхность ковша нуждается в защите от термических, механических, химических и физических повреждений, возникающих в процессе работы. Футировка – защитная внутренняя облицовка.
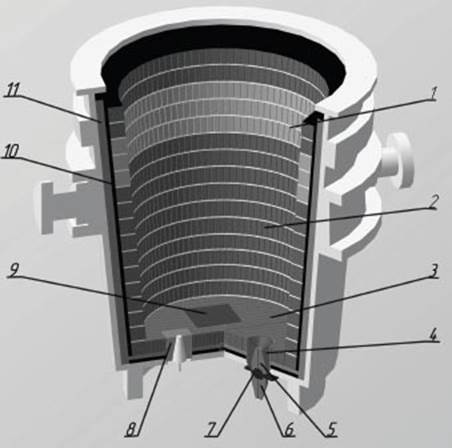
Схема футеровки сталеразливочного ковша: 1- шлаковый пояс, 2 – рабочий слой стен ковша, 3 – днище ковша, 4 – гнездовой блок, 5 – верхний стакан разливочного узла, 6 – нижний стакан разливочного узла, 7 – шиберный затвор, 8 – продувочный узел с гнездовым блоком, 9 – бойное место, 10 – набивочная масса, 11- защитный стол.
Кожух и все металлические элементы предохраняются от перегрева футеровкой. В соответствии с условиями службы ковша футеровка должна быть термостойкой, устойчивой против коррозионного и эрозионного разрушения жидким металлом и шлаком, обладать небольшой теплопроводностью, теплоёмкостью и усадкой при температурах службы, а в процессе внепечной обработки не взаимодействовать с вводимыми в металл реагентами. В полной мере этим требованиям не отвечает ни один из применяемых вариантов футеровки ковшей, выбор которого зависит также от стоимости огнеупоров, непосредственно влияет на число ковшей в цехе, занимаемые ремонтным оборудованием площади, количество трудящихся и пр. В связи с этим, наряду с наиболее распространённой футеровкой из недорогих алюмосиликатных огнеупоров используются высокоглинозёмистые и основные огнеупоры. По методу изготовления рабочего слоя футеровки различают использование формованных, набивных и наливных огнеупоров.
Для обеспечения минимальных тепловых потерь и высокой стойкости при относительно небольшой массе применяются многослойные тонкостенные футеровки. Трёхслойная футеровка состоит из теплоизоляционного (выравнивающего), арматурного и рабочего слоёв, выполняемых из различных материалов, определяющих конструкцию футеровки днища и стен в соответствии с условиями эксплуатации ковшей. Общая толщина футеровки ковша слагается из двух рядов кирпича — арматурного и рабочего. Швы между ними не должны совпадать во избежание прорывов металла. Также не допускается совпадение вертикальных швов рабочего ряда. К ковшевому кирпичу предъявляются требования сохранения постоянства объема при его нагревании или допускается небольшое изменение размеров, обеспечивающих достаточную плотность всей кладки.
Теплоизоляционный (выравнивающий) слой изготавливается из шамотноглинистых или кварцеглинистых порошков, увлажнённых до 7-10%. Масса наносится равномерно на всю внутреннюю поверхность кожуха, выравнивая неровности для укладки арматурного слоя. Этот слой является компенсатором тепловых расширений кладки в радиальном направлении. Для снижения потерь тепла при основной футеровке изоляционный слой выполняют из асбестового или каолинового картона толщиной 20 мм.
Выкладка кирпича в ковше — работа трудоемкая. Сначала металлическое днище покрывают густым раствором огнеупорных масс, на который укладывают первый ряд донного ковшевого кирпича. Продольные швы направляют к отверстию стакана. Вперевязку укладывают второй ряд арматурного слоя, сверху которого находится рабочий ряд лекального кирпича.
Арматурный слой обеспечивает тепловую изоляцию для создания стабильных условий разливки, а также гарантирует безопасность в случае нарушения рабочего слоя. Кладку стен арматурного слоя выполняют из нормального и клинового шамотного кирпича на обычных шамотноглинистых растворах. Внутренний арматурный ряд футеруют нормальным кирпичом, укладываемым на плашку с использованием огнеупорной массы, состоящей из огнеупорной глины и шамотного порошка, замешанных на воде. Футеровку днищ выполняют из стандартного ковшевого кирпича. Толщина этого слоя увеличивается с повышением вместимости ковшей и сверху вниз, она составляет 30-65мм. При изготовлении рабочего слоя футеровки из основных огнеупоров толщина арматурного слоя увеличивается до 100 мм. Арматурный слой днища выкладывают из одного-трёх рядов нормального кирпича на плашку с перекрытием швов поворотом каждого ряда на 90-1200 и одного ряда донного кирпича на ребро. На стыке со стенками кладка выполняется со ступеньчатыми уступами. При правильной эксплуатации ковшей арматурный слой служит до 12 месяцев.
Рабочий слой футеровки, который находится в непосредственном контакте с расплавом, изнашивается быстро, определяя общую стойкость ковша. При определении необходимой толщины рабочего слоя учитывается топография его износа по высоте и периметру ковша. Минимальный расход огнеупоров достигается если к моменту замены футеровки остаточная её толщина примерно одинакова во всех участках и составляет не менее 30% от первоначальной. Огнеупоры изнашиваются неравномерно. Повышенный износ огнеупоров наблюдается в районе шлакового пояса и при попадании струи выпускаемого металла на стенки ковша. В нижней части кладка изнашивается в два раза быстрее, чем в верхней. Это связано с более продолжительным воздействием расплава на нижние участки футеровки и большим гидростатическим давлением, повышающим пропитку огнеупоров металлом. Поэтому для удлинения компании ковшей и снижения удельного расхода огнеупоров, кладку по высоте ковша изготовляют, увеличивая толщину пропорционально её износу, а также усиливают её " боевую" часть.
При использовании алюмосиликатных огнеупоров кладку рабочего наружного ряда стен ковша выполняют из специального по форме и размерам ковшевого лекального кирпича, обеспечивающего наименьшую не увеличивающуюся при износе кладки толщину вертикальных швов, которая не должна превышать 2 мм. Именно по вертикальным швам наиболее интенсивно разрушается кладка направленными циркуляционными потоками металла. Поэтому кладку ведут обязательно с перевязкой вертикальных швов. Рабочий кирпичный слой вплотную примыкает к арматурному слою. В ковшах вместимостью до 25 т толщина футеровки по всей высоте стен одинаковая, при увеличении вместимости ковшей до 150 т футеровка рабочего слоя выполняется из двух поясов разной толщины, в ковшах вместимостью до 350 т - из трёх, а в самых крупных ковшах формируют 4-5 поясов футеровки различной толщины. Варьирование толщины достигается использованием кирпичей различных размеров, что увеличивает количество их типоразмеров применяемых для кладки.
Существуют два типа кладки рабочего слоя формованными огнеупорами. Реже применяют более прочную кладку в виде отдельных замкнутых колец с подгонкой " замкового" кирпича. Кладку стен выполняют определенным способом. При замковом способе в каждое кольцо устанавливают замковый кирпич. По инструкции на каждое кольцо допускается только один замок.
Замки должны располагаться вразбежку на стороне цапф ковша. Но такая кладка более трудоёмкая, а чрезмерные перенапряжения в огнеупорах, снижают их стойкость на 10-15%. Менее трудоёмкой и более стойкой является винтовая кладка без " замковых" кирпичей. При этом кирпичи располагаются по винтовой линии на всю высоту стен, как бы повторяя винтовую резьбу. Направление витков создаётся особой кладкой дна ковша у боковых стен в зависимости от того, какая применяется кладка: двух-, трёх- или четырёхзаходная. Начало витков создаётся специальными по форме кирпичами или утрамбованной подсыпкой из огнеупорной щебёнки на растворе под углом 15-200. Винтовая кладка обеспечивает перевязку верти-кальных швов, а продолжительность её изготовления сокращается на 25-30%. Вся кладка ведётся на растворах из соответствующих мертелей. Ремонт футеровки сталеразливочных ковшей трудоёмкий процесс, связан с большими затратами материалов и труда. На ремонт кирпичной футеровки среднего по вместимости ковша расходуется около 20 т кирпича и 2 т огнеупорного раствора. Механизируется в основном приготовление раствора и доставка материалов в ремонтируемый ковш. На некоторых заводах кирпичи из заводов изготовителей доставляют железнодорожным транспортом в контейнерах, которые складируют под рабочей площадкой вдоль фронта транспортёров, а затем подают их в ковш, установленный в ремонтной яме.
Кладку нижней части ковша каменщики производят стоя на дне ковша, а затем используют подъёмный механизированный стол, поднимающийся по мере подъёма уровня кладки. Рабочий слой днища ковша изготовляют толщиной 150-200 мм из прямых кирпичей, укладываемых на ребро с перевязкой вертикальных швов относительно арматурного ряда поворотом направления кладки на 120-1350. Суммарную толщину футеровки днища соизмеряют с высотой узла установки сталеразливочного стакана, с которого и начинают формировать кладку днища. Обычно на выравнивающий слой укладывают первый гнездовой кирпич, а на него строго горизонтально ставится второй гнездовой кирпич на уровне с верхним рядом футеровки дна ковша. Ось канала гнездовых кирпичей совмещают с осью отверстия в кожухе днища. Ось отверстия сталеразливочного стакана, устанавливаемого в гнездовые кирпичи должна быть строго вертикальной. Существуют несколько вариантов оформления узла установки сталеразливочного стакана. При использовании шиберных затворов сталеразливочный стакан ставится снаружи ковша, что облегчает и ускоряет его замену. Более надёжным способом является установка стакана с прямой конусностью изнутри ковша в гнездовой кирпич. При этом для защиты рабочего от теплового излучения внутренними поверхностями стен и дна ковша применяют теплозащитную кессон-камеру.
В качестве материалов для арматурного и рабочего слоя применяют, как правило, шамотные огнеупоры уплотнённые и плотные марок ШКУ и ШКП с содержанием 32-39% Al2O3. Эти огнеупоры изготавливаются из дешёвых огнеупорных глин с различным соотношением Al2O3 и SiO2, что расширяет выбор материалов этого класса. Они удовлетворительно противостоят воздействию большинства металлических и шлаковых расплавов до температуры 16200С и продолжительности взаимодействия 1-1, 5 часа.
Однако в настоящее время всё более внедряются различные методы обработки металла в ковшах. С увеличением температуры выпускаемого металла и продолжительности пребывания его в ковше при высоких скоростях конвективных потоков жидких фаз, а также в условиях использования рафинирующих реагентов и низких давлений, агрессивно действующих на футеровку, алюмосиликатные огнеупоры служат неудовлетворительно. Снизилась их стойкость, затрудняется рафинирование металла, возросли удельные расходы материалов, увеличилось число и время простоев ковшей на ремонтах футеровки. Поэтому на практике при температуре расплавов 1620-1660oС применяются высокоглинозёмистые материалы, а при более высоких температурах - основные огнеупоры.
Футеровка ковшей огнеупорами более высокого класса применяется только для рабочего слоя, иногда только в наиболее изнашиваемых участках. В качестве основных огнеупоров применяют периклазохромитовые, известковопериклазовые термообработанные и др. Обладая высокой устойчивостью против воздействия синтетических шлаков, эти огнеупоры менее термостойки, в 2 раза более теплопроводны, а плотность их на 28-42% выше, чем у алюмосиликатных огнеупоров. Поэтому конструктивно усиливают тепловую изоляцию, а толщину массивного рабочего слоя снижают в стенах до 150-220мм и в днище до 150-200мм, чтобы не снижать вместимость ковшей.
В качестве формованных материалов применяют периклазохромитовые изделия, содержащие 73-74% MgO и 13.5-14.5 Сr2O3, из которых, как правило, футеруют шлаковый пояс и днище. Кладку ведут муллитовой массой на сернокислой магнезии. Безобжиговые унифицированные формованные изделия марки ПХКБ из периклазохромитового бетона содержат 77-82% MgO и 8-9% Сr2O3. Швы изготовляют на основе периклазового порошка. Изделия имеют форму сегмента и шарнирные соединения между собой, что позволяет резко сократить число типоразмеров ковшевых огнеупоров, а также футеровать даже деформированные стены.
Применяют также более дешевые известковопериклазовые и периклазоизвестковые огнеупоры на пековой или смоляной связке. Они плохо смачиваются металлом и более износостойкие. Для повышения спекаемости в их состав вводят до 2% окалины. Эти огнеупоры предварительно подвергают термообработке или обжигают после изготовления кладки. Конструкция такой кладки предусматривает наличие прослойки между арматурным и рабочим слоями толщиной 10-40мм из смолоизвестковопериклазовой массы. Эта компенсационная и теплоизолирующая прослойка удерживает металл в случае проникновения его через прямые швы рабочего слоя, которые могут раскрыться при резком охлаждении футеровки. На ковшах с основной футеровкой в качестве гнездовых огнеупорных материалов применяют муллитокорундовые или периклазохромитовые гнездовые кирпичи, стойкость которых приближается к стойкости футеровки стен и днища.
В качестве глинозёмистых огнеупоров чаще других для футеровки рабочего слоя применяют формованные муллитовые и муллитокорундовые изделия. Высокоглинозёмистые огнеупоры широко применяют в комбинации с другими огнеупорами. Применение их сдерживается дефицитом и высокой стоимостью исходного сырья.
Стойкость футеровки и износ кирпича при винтовой кладке остаются в тех же пределах, что и при обычных способах кладки, но значительно сокращается период ремонта, имеется возможность механизировать процесс
кладки. Если при кладке замковой футеровки ремонт 200-т ковша продолжается 2—2, 5 смены, то при беззамковой винтовой системе кладки футеровка заканчивается за 8 ч.
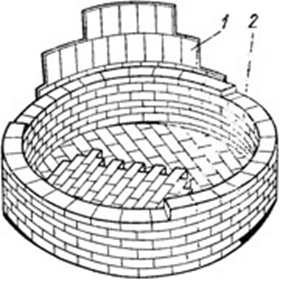
Трехзаходная винтовая кладка сталеразливочного ковша:
1 – арматурный ряд кирпича; 2 – рабочий ряд кирпича.
На стойкость футеровки ковшей влияют их размеры (высота, диаметр, конусность); условия горячей обработки (длительность оборота, способ охлаждения, число ремонтов днища); сортамент стали; условия выпуска жидкой стали; количество и состав шлака в ковше присадки на шлак извести или шамота для охлаждения шлака и снижения его активности; дополнительные рафинировочные операции в ковшах; условия разливки (сверху, сифонным способом, на УНРС); скорость разливки — низкая скорость приводит к высокому износу футеровки; продолжительность слива шлака после окончания разливки.
Износу огнеупорной кладки одновременно способствуют механические, физические, химические факторы, имеющие сложный характер. С увеличением длительности разливки действие этих факторов усиливается (химическая эрозия, термические напряжения особенно в нижней части ковша).
Все шире применяются торкретирующие массы для удлинения срока эксплуатации ковша и снижения удельного расхода огнеупоров. В Японии, например, практикуется способ восстановления изношенной футеровки ковша набивкой обожженных огнеупорных масс без связки в промежуток между железным шаблоном и огнеупорной кладкой. При заполнении ковша сталью шаблон расплавляется и связывает огнеупорную массу.
Наша промышленность выпускает стандартные ковши емкостью от 50 до 480 т. Масса порожнего футерованного ковша емкостью 300т 72, 5 т, масса порожнего 480-т ковша 136, 3 т. Разливочный ковш переносится и удерживается во время разливки разливочным краном. Применяются разливочные краны различной грузоподъемности, т: 260—75/15; 350—75/15; 450—100/20; 630—90/16. Первое число означает грузоподъемность главной
тележки, второе и третье числа — грузоподъемности большого и малого подъемов вспомогательной тележки. Разливочный кран большой грузоподъемности — сложное и дорогостоящее сооружение. Обычно емкость сталеплавильного агрегата на действующих заводах ограничивается именно грузоподъемностью разливочного крана.
Для футеровки сталеразливочных ковшей используются шамотные уплотненные (открытая пористость 18 и 19 %) и плотные (открытая пористость до 16 %) изделия марки КШУ-32, КШУ-37, КШУ-39, КШП-37 и КШП-39. Цифра в обозначении марки соответствует минимальному процентному содержанию в огнеупоре окиси алюминия. Основные физико-химические показатели шамотных изделий, регламентируемые, приведены в таблице.
Характеристика прочности огнеупоров
| Огнеупорный материал | Предел прочности на сжатие при комнатной температуре кН/см2 | Температура начала деформации при нагрузке 20 Н/см2, 0С | Огнеупорность, 0С |
| Шамот | 0, 98-6, 88 | ||
| Динас | 2, 45-2, 94 | ||
| Магнезит | 2, 94-4, 90 | ||
| Хромомагнезит | 2-5 | 1500-1630 | |
| Периклазошпинелидный | 4-8 | > 1550 |
Периодичность работы ковша обусловливает резкий нагрев и охлаждение огнеупорной футеровки. Разница температур наливаемой стали и подогретой до 300—800° С футеровки составляет 800—1350° С. Нередко охлаждение ковша ускоряют обдувкой воздухом и даже поливом водой, что создает весьма жесткие условия службы огнеупоров. При очистке ковшей от остатков шлака не исключены механические повреждения огнеупора. Из описанных выше условий эксплуатации ковшей вытекает комплекс требований к рабочим свойствам огнеупоров, включающий хорошую устойчивость против коррозионного и эрозионного разрушения расплавленным металлом и шлаком, достаточную термическую стойкость, отсутствие значительной усадки при температурах службы. Конкретные физико-химические показатели огнеупоров (огнеупорность, плотность, прочность и т.д.) могут быть весьма различными, так как стойкость зависит от всего комплекса свойств. Показатели определяются соответствующими стандартами и техническими условиями на штучные изделия и неформованные огнеупоры, предназначенные для сталеразливочных ковшей. В последние годы все большее применение находит внепечная обработка металла в ковшах: продувка инертными газами, вдувание порошкообразных реагентов, обработка синтетическими шлаками, вакуумирование, подогрев в ковше и т. п. Условия службы огнеупоров в этих случаях существенно утяжеляются и возникает необходимость использования огнеупоров, более устойчивых к действию разрушающих факторов. В таких ковшах применяют преимущественно высокоглиноземистые материалы.
Между футеровкой и рабочим слоем ковша прокладывают арматурный слой из нормального шамотного кирпича (230x113x65 мм) или из кирпича уменьшенной толщины (230 X 113 X40 мм). В последнее время начинают применять ковши с набивной футеровкой. Стойкость футеровки сталеразливочного ковша составляет 10—20 плавок. Заново отфутерованный сталеразливочный ковш сушат и разогревают до 600—800° С с помощью форсунки или горелки. Ремонт футеровки сводится к удалению скрапин металла, подмазке или торкретированию особо изношенных мест и установке стакана и стопора. В дне ковша устанавливают стакан с отверстием, прикрываемым пробкой стопора. Стакан из огнеупорной массы устанавливается в гнездо фасонного кирпича. В ковшах емкостью до 100 т применяют шамотные стаканы, шамотные с магнезитовой втулкой или с магнезитовой набивкой внутри канала. В ковшах большей емкости применяют магнезитовые стаканы. При сифонной разливке вязких сталей с высоким содержанием хрома, титана или алюминия используют стаканы с отверстием диаметром 50—60 мм, для разливки низколегированных и углеродистых спокойных сталей — от 35 до 60 мм. Стопор ковша представляет собой стержень диаметром 40—50 мм с надетыми на него шамотными трубками (стопорными катушками). Наличие на стопорных трубках замкового устройства (буртика и паза) обеспечивает плотное стыковое соединение по наружной поверхности. Установка стопора в ковше емкостью 220 т Верхний конец стержня гайками укрепляется на стопорном механизме, с помощью которого вручную или механизированным способом стопор ковша перемещается по вертикали. На нижнем конце стержня на резьбе или с помощью клинового соединения укрепляют пробку стопора. Набранный из огнеупорной массы стопор сушат в вертикальных сушилах при температуре около 120° С и затем по мере необходимости незадолго до выпуска устанавливают в сталеразливочный ковш. Плотность подгонки пробки стопора к стакану проверяют просвечиванием при помощи лампочки или сухого тонкоизмельченного просеянного графита, забрасываемого на стакан вокруг пробки стопора. Для ускорения и обеспечения нормальной разливки в ковше иногда устанавливают два стопора. Качество поверхности слитка в значительной степени определяется поддержанием оптимального режима наполнения изложницы. Обеспечить соблюдение такого режима, особенно на крупных ковшах при ручном перемещении стопорного механизма, трудно. Дистанционное управление подъемом стопора, облегчая условия труда разливщиков, одновременно позволяет строго соблюдать задаваемый режим наполнения изложницы из ковша.
|
|